
في 10219 أنابيب الصلب الملحومة | 10219 LSAW & DSAW

في 10219 LSAW & DSAW أنابيب الصلب
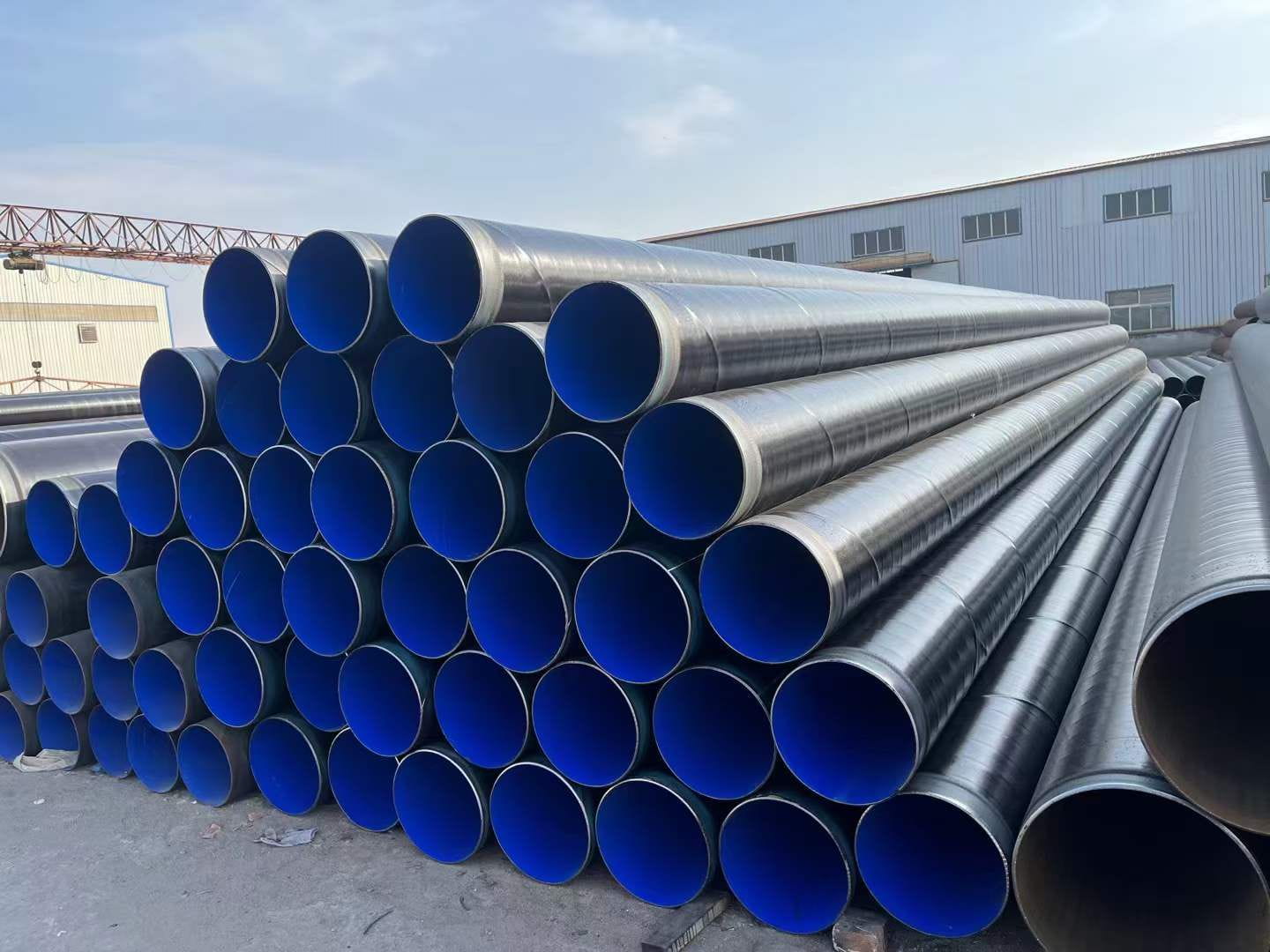
في 10219 هو معيار أوروبي يحدد شروط التسليم الفنية للمقاطع المجوفة الهيكلية الملحومة على البارد من الفولاذ غير السبائكي والفولاذ الناعم.. LSAW (ملحومة بالقوس الطولي المغمور) و ديساو (ملحومة بالقوس المغمور المزدوج) يتم استخدام الأنابيب الفولاذية المنتجة وفقًا لهذه المواصفة القياسية في العديد من التطبيقات الهيكلية والهندسية.
الميزات الرئيسية
-
- معيار: في 10219
- أنواع:
- LSAW (ملحومة بالقوس الطولي المغمور)
- DSAW (ملحومة بالقوس المغمور المزدوج)
- الدرجات:
- S235JRH
- S275J0H
- S275J2H
- S355J0H
- S355J2H
- الأحجام:
- القطر الخارجي: 12"إلى 64" (304.8 مم ل 1625.6 مم)
- سمك الجدار: 0.109"إلى 2.5" (2.77 مم ل 63.5 مم)
- الأطوال: أطوال قياسية أو مخصصة حسب متطلبات المشروع
التركيب الكيميائي
| درجة | الكربون (ج) % (الأعلى) | المنغنيز (من) % (الأعلى) | الفوسفور (ص) % (الأعلى) | الكبريت (س) % (الأعلى) | السيليكون (و) % (الأعلى) |
|---|---|---|---|---|---|
| S235JRH | 0.17 | 1.40 | 0.035 | 0.030 | 0.50 |
| S275J0H | 0.20 | 1.50 | 0.035 | 0.030 | 0.50 |
| S275J2H | 0.20 | 1.50 | 0.035 | 0.030 | 0.50 |
| S355J0H | 0.22 | 1.60 | 0.035 | 0.030 | 0.50 |
| S355J2H | 0.22 | 1.60 | 0.035 | 0.030 | 0.50 |
الخواص الميكانيكية
| درجة | قوة العائد (دقيقة) | قوة الشد (دقيقة) | استطالة (دقيقة) |
|---|---|---|---|
| S235JRH | 235 MPa | 360-510 MPa | 24% |
| S275J0H | 275 MPa | 370-530 MPa | 23% |
| S275J2H | 275 MPa | 370-530 MPa | 23% |
| S355J0H | 355 MPa | 470-630 MPa | 22% |
| S355J2H | 355 MPa | 470-630 MPa | 22% |
عملية التصنيع LSAW
- اختيار اللوحة: ألواح فولاذية عالية الجودة تم اختيارها وفقًا لـ EN 10219 متطلبات.
- تحضير الحافة: حواف الألواح الفولاذية مشطوفة لإنشاء أخدود على شكل حرف V.
- تشكيل: يتم تشكيل الألواح الفولاذية إلى أشكال أسطوانية باستخدام آلات الثني بالضغط أو اللف.
- لحام تك: يتم لحام الألواح المشكلة للحفاظ على الشكل.
- اللحام بالقوس المغمور: يتم لحام التماس الطولي باستخدام اللحام القوسي المغمور داخليًا وخارجيًا.
- المعالجة الحرارية: قد تخضع الأنابيب الملحومة للمعالجة الحرارية لتخفيف الضغط وتحسين الخصائص.
- تقتيش: تخضع الأنابيب لاختبارات غير مدمرة مثل اختبار الموجات فوق الصوتية واختبار التصوير الشعاعي.
- التشطيب: وتشمل العمليات النهائية الميلا النهائي, طلاء, ووضع العلامات.
عملية التصنيع DSAW
- اختيار اللوحة: ألواح فولاذية عالية الجودة تم اختيارها وفقًا لـ EN 10219 متطلبات.
- تحضير الحافة: يتم تجهيز حواف اللوحة الملفوفة لإنشاء أخاديد على شكل حرف V.
- تشكيل: يتم تشكيل الألواح إلى أشكال أسطوانية باستخدام آلات الضغط أو الثني.
- لحام تك: يتم لحام الألواح المشكلة للحفاظ على الشكل.
- لحام القوس المغمور المزدوج: يتم لحام خط الأنابيب باستخدام لحام القوس على الأسطح الداخلية والخارجية باستخدام اللحام القوسي المغمور.
- التفتيش بالموجات فوق الصوتية: يتم فحص التماس عن طريق الكشف التلقائي المستمر عن الخلل بالموجات فوق الصوتية.
- قطع: قطع الأنابيب إلى قطع فردية.
- اختبار الضغط الهيدروستاتيكي: يخضع كل أنبوب لاختبار الضغط الهيدروستاتيكي للتأكد من قدرته على تحمل الضغط المحدد.
- التشطيب: تشمل العمليات النهائية المعالجة النهائية, الميلا, طلاء, ووضع العلامات وفقا لمواصفات العملاء.
التطبيقات
- الهندسة الإنشائية: تستخدم في تشييد المباني, الجسور, وغيرها من الهياكل التي تتطلب قوة ومتانة عالية.
- أسس الخوازيق: تستخدم كأكوام أنابيب الصلب في بناء الأساس للمباني ومشاريع البنية التحتية.
- التطبيقات الميكانيكية: مناسبة لمختلف التطبيقات الميكانيكية والهندسية, بما في ذلك إطارات الآلات والمعدات.
- بنية تحتية: تستخدم في بناء خطوط الأنابيب, أبراج, ومشاريع البنية التحتية الأخرى.
المزايا
- قوة عالية: القدرة على تحمل الضغط العالي والإجهاد, مما يجعلها مناسبة للتطبيقات الثقيلة.
- دقة الأبعاد: يوفر تحكمًا دقيقًا في أبعاد الأنابيب, ضمان جودة متسقة.
- سلامة اللحام القوية: توفر كل من عمليات LSAW وDSAW طبقات لحام قوية وموثوقة.
- براعة: مناسبة لمجموعة واسعة من التطبيقات والبيئات, بما في ذلك الظروف القاسية.
- ضمان الجودة: يضمن الاختبار الشامل التوافق مع EN 10219 معايير ومخرجات عالية الجودة.

المتفجرات من مخلفات الحرب الأنابيب السوداء. المقاومة الكهربائية ملحومة (فدان) يتم تصنيع الأنابيب من لفائف المدرفلة على الساخن / الشقوق. يتم التحقق من جميع الملفات الواردة بناءً على شهادة الاختبار الواردة من مصنع الصلب فيما يتعلق بخصائصها الكيميائية والميكانيكية. يتم تشكيل أنبوب ERW على البارد إلى شكل أسطواني, ليست ساخنة.

يتم تصنيع الأنابيب غير الملحومة عن طريق بثق المعدن إلى الطول المطلوب; لذلك تحتوي أنابيب المتفجرات من مخلفات الحرب على وصلة ملحومة في مقطعها العرضي, في حين أن الأنابيب غير الملحومة لا تحتوي على أي وصلة في مقطعها العرضي طوال طولها. في الأنابيب غير الملحومة, لا يوجد بها أي لحام أو وصلات ويتم تصنيعها من قضبان مستديرة صلبة.

يتم تقسيم أنابيب اللحام القوسي المغمور طولياً إلى UOE, RBE, الأنابيب الفولاذية JCOE وفقًا لطرق التشكيل المختلفة. تتميز الأنابيب الفولاذية الملحومة الطولية عالية التردد بخصائص العملية البسيطة نسبيًا والإنتاج المستمر السريع, ولها استخدام واسع في البناء المدني,البتروكيماويات, الصناعة الخفيفة والقطاعات الأخرى. تستخدم في الغالب لنقل سوائل الضغط المنخفض أو يتم تصنيعها في مكونات هندسية مختلفة ومنتجات صناعية خفيفة.
إن 10219 تحدد هذه المواصفة القياسية شروط التسليم الفنية للمقاطع الهيكلية المجوفة الملحومة على البارد من الفولاذ غير السبائكي والفولاذ الناعم الحبيبات.. فيما يلي مواصفات الدرجات المختلفة, بما في ذلك S235J0H, S275J0H, S275JRH, S275J2H, S355J0H, S355JRH, وS355J2H.
أنابيب الصلب LSAW, سواء تم إنتاجها من خلال UOE, JCOE (اضغط على الانحناء), أو JCOE (لفة الانحناء) طُرق, تعتبر جزءًا لا يتجزأ من التطبيقات الصناعية المختلفة نظرًا لقوتها العالية, دقة الأبعاد, والامتثال للعديد من المعايير الدولية. كل عملية تصنيع لها مزاياها الفريدة, مما يجعل هذه الأنابيب مناسبة لنقل السوائل والغازات, وكذلك للاستخدام في المشاريع الإنشائية والهندسية.

تعتبر أنابيب DSAW خيارًا ممتازًا للتطبيقات الصعبة نظرًا لدقة تصنيعها, قوة, والتنوع. سواء كانت ملحومة بشكل مستقيم أو حلزوني, تلبي هذه الأنابيب معايير الصناعة الصارمة وهي حل موثوق به لنقل السوائل والغازات تحت ضغط عالٍ.
