
المتفجرات من مخلفات الحرب الأنابيب الملحومة وعملية التصنيع

مواصفات الأنابيب الفولاذية المتفجرات من مخلفات الحرب
معيار: أستم A53, أستم A106, API 5L, EN10210, EN10219,ASTM A178, أستم A500/501, أستم A691, أستم A252, أستم A672, في 10217
درجة الصلب: الصف ب, X42-X80, S275JR, S275J0H, S275JRH, S355JR, S355J0H, S355JRH
أبعاد
ل: 1/8 بوصة ل 24 بوصة
وزن: max 26.5mm
طول: طول ثابت أو طول عشوائي, الحد الأقصى 12 متر
| Small diameter ERW PIPE | |||||||
| القطر الخارجي | ش 5 | ش 10 | ش 40 | ||||
| انش | مم | سماكة | Kg/mtr | سماكة | Kg/mtr | سماكة | Kg/mtr |
| 1/2″ | 21.3 | 1.65 | 0.81 | 2.11 | 1.01 | 2.77 | 1.29 |
| 3/4″ | 26.7 | 1.65 | 1.03 | 2.11 | 1.30 | 2.87 | 1.71 |
| 1″ | 33.4 | 1.65 | 1.31 | 2.77 | 2.12 | 3.38 | 2.54 |
| 1 1/4″ | 42.2 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 1 1/2″ | 48.3 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 2″ | 60.3 | 1.65 | 2.42 | 2.77 | 3.98 | 4.81 | 5.31 |
| 3″ | 88.9 | 2.11 | 4.58 | 3.05 | 6.54 | 5.49 | 11.45 |
| 3 1/2″ | 101.6 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 4″ | 114.3 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 5″ | 141.3 | 2.77 | 9.50 | 3.40 | 11.74 | 6.55 | 22.10 |
| 6″ | 168.3 | 2.77 | 11.47 | 3.40 | 14.04 | 7.11 | 28.68 |
| 8″ | 219.1 | 2.77 | 14.99 | 3.76 | 20.25 | 8.18 | 43.16 |
| Large diameter ERW PIPE | |||||||||||||||||||
| ل | وزن | ||||||||||||||||||
| انش | مم | 8 5/8″ | 219.1
مم |
10 3/4″ | 273.1
مم |
12 3/4″ | 325.0
مم |
14″ | 355.6
مم |
16″ | 406.4
مم |
18″ | 457.7
مم |
20″ | 508.0
مم |
24″ | 610
مم |
24 4/5″ | 630.0
مم |
| 0.157 | 4.0 | —- | — | ||||||||||||||||
| 0.197 | 5.0 | — | — | — | — | — | — | — | — | ||||||||||
| 0.236 | 6.0 | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
| 0.276 | 7.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.315 | 8.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
| 0.354 | 9.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
| 0.394 | 10.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.133 | 11.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.492 | 12.5 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.551 | 14.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.630 | 16.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.689 | 17.5 | — | — | — | — | — | — | — | — | — | — | ||||||||
| 0.748 | 19.0 | — | — | — | — | — | — | — | — | ||||||||||
| 0.787 | 20.0 | — | — | — | — | — | — | ||||||||||||
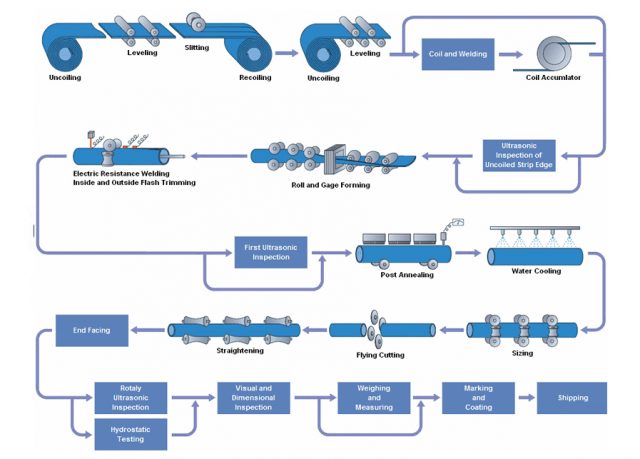
Welded Pipes Manufacturing Process
In ERW welding, two electrodes, usually made from copper, are used to apply pressure and current. The electrodes are disc shaped and rotate as the material passes between them. This allows the electrodes to stay in constant contact with the material to make long continuous welds.
A welding transformer supplies low voltage, high current AC power. The joint of the pipe has high electrical resistance relative to the rest of the circuit and is heated to its melting point by the current. The semi-molten surfaces are pressed together with a force that creates a fusion bond, resulting in a uniformly welded structure.

Heat Treatment Method of Carbon and Alloy Steel Pipe
Heat treatment methods for carbon and alloy steel pipe include 4 mainly types:
التطبيع, الصلب, التبريد والتلطيف.
It will improve steel material mechanical properties, uniform chemical composition, and machinability. Heat treatment for steel metal materials can be divided into integral heat treatment, surface heat treatment and chemical heat treatment. Steel pipe generally adopts the integral heat treatment.
The performance of steel material mainly refers on mechanical properties, الخصائص الفيزيائية, and process performance. Heat treatment will bring different metallurgical structure and corresponding performance for the steel pipe, so could be better applied in different industrial or the oil and gas services.
There are two methods to improve the properties of steel material. One method is to adjust the chemical composition, named alloying method. The other method is heat treatment. In the field of modern industrial technology, heat treatment improve steel pipe performance at dominate position.
Heat treatment purposes
1. التدفئة.
The steel material could be heated below the critical point or above critical point. The former heating way can stabilize structure and eliminated the residual stress. The latter way can make material austenitizing. Austenitizing is to heat steel metal over its critical temperature long time enough, so it could be transformed. If a quenching followed after Austeniting, then the material will be harden. Quenching will take fast enough to transform austenite into martensite. Once reached austenitizing temperature, suitable microstructure and full hardness, the steel pipe material will be attained in further heat treatment processes.
2. Heat preservation.
The purpose of heat preservation is to uniform the heating temperature of steel material, then it will get a reasonable heating organization.
3. تبريد
The cooling process is the key process in heat treatment, it determines mechanical properties of steel pipe after cooling process.
Four main heat treatment methods in carbon and alloy steel pipe industry The heat treatment processes for steel pipe includes normalizing, annealing, هدأ, quenching and other process.
التطبيع
Heating the steel pipe above the critical temperature, and cooled in the air.
Through normalizing, the steel material stress could be relieved, improves ductility and toughness for the cold working process. Normalizing usually applied for the carbon and low alloy steel pipe material. It will produce different metal structure, pearlite, bainite, some martensite. Which brings harder and stronger steel material, and less ductility than full annealing material.
الصلب
Heating the material to above its critical temperature long enough until microstructure transform to austenite. Then slow cooled in the furnace, get maximum transformation of ferrite and pearlite.
Annealing will eliminate defects, uniform the chemical composition and fine grains. This process usually applied for the high carbon, low alloy and alloy steel pipe need to reduce their hardness and strength, refine the crystal structure, improve the plasticity, ليونة, toughness and machinablity.
Quenching
Heating the steel pipe material to critical temperature until microstructure transformation is done, cooling it in a rapid rate.
Quenching purpose is to produce the thermal stress and tissue stress. It can eliminate and improve through the tempering. The combination of quenching and tempering can make the comprehensive performance improved.
هدأ
Heating the steel material to a precise temperature below the critical point, and often done in the air, vacuum or the inert atmospheres. There are low temperature tempering 205 to 595°F (400 to 1105°F), medium temperature and high temperature tempering (to 700℃ 1300℉).
The purpose of tempering is to increase the toughness of steel and alloy steel pipe. Before tempering, these steel is very hard but too brittle for the most application. After process can improve the plasticity and toughness of steel pipe, reduce or eliminate the residual stress and stabilize the steel pipe’s size. Brings good comprehensive mechanical properties, so that it does not change in service.
Solution treatment for alloy-based steel pipe material
Heating an alloy to a proper temperature, preserve it at this temperature long enough to cause or more constituents to change into a solid solution, then cooling it at rapid rate to hold these constituents in solution.
There are several of cast and wrought nickel-based alloys that can achieve different required performances through solution treatment or by precipitation age hardening. Characteristics as room temperature and elevated temperature mechanical strength, corrosion resistance and oxidation resistance will be significantly enhanced by this heat treatment. Many nickel-based alloys develop their desired properties solely through the solution treatment, like Hastelloy and nickel alloy steel pipe.
During solution treatment, the carbide and various alloying elements are dissolved uniformly in the austenite. Cooling rapidly will make carbon and alloy elements too late to precipitate, and obtain the heat treatment process of single austenite tissue. The solution treatment can uniform internal structure and chemical compostion. It can also restore the corrosion resistance for Hastelloy and nickel alloy steel pipe.

المتفجرات من مخلفات الحرب أنابيب الصلب(الأنابيب الملحومة المقاومة الكهربائية), أنبوب A53 المتفجرات من مخلفات الحرب, المتفجرات من مخلفات الحرب أنابيب الصلب الكربوني تفاصيل المنتج من المتفجرات من مخلفات الحرب أنابيب الصلب نهاية الأنابيب: نهايات مربعة (قطع مستقيم, رأى قطع, وقطع الشعلة). أو مشطوف للحام, مشطوف, سطح: مزيت بخفة, تراجع الساخنة المجلفن, المجلفن الكهربائي, أسود, عارية, طلاء الورنيش/زيت مضاد للصدأ, الطلاءات الواقية (قطران الفحم الايبوكسي, فيوجن بوند الايبوكسي, 3-طبقات بي) التعبئة: المقابس البلاستيكية في كلا الطرفين, حزم سداسية من ماكس. 2,000كجم مع عدة شرائح فولاذية, علامتين على كل حزمة, ملفوفة بورق مقاوم للماء, كم PVC, وقماش الخيش بعدة شرائح فولاذية, قبعات بلاستيكية. امتحان: تحليل المكونات الكيميائية, الخواص الميكانيكية (قوة الشد في نهاية المطاف, قوة العائد, استطالة), الخصائص التقنية (اختبار التسطيح, اختبار الانحناء, اختبار الصلابة, اختبار التأثير), فحص الحجم الخارجي, اختبار الهيدروستاتيكي, اختبار NDT ( والاختبار, اختبار RT, خارج الاختبار) لأنابيب خط المتفجرات من مخلفات الحرب لغلاف المتفجرات من مخلفات الحرب لأنبوب هيكل المتفجرات من مخلفات الحرب للضغط العالي ودرجة الحرارة العالية

Abter هي شركة متخصصة في تصنيع وتوريد الأنابيب الفولاذية ERW في الصين. منتجاتنا الرئيسية تشمل أنابيب الصلب المرجل, 3أنابيب الصلب المضادة للتآكل PE, خط أنابيب معزول بالألياف الزجاجية, على سبيل المثال لا الحصر. يتم تقديم جميع منتجاتنا عالية الجودة بأسعار تنافسية. السلسلة الكاملة لتصنيع خطوط الأنابيب المعزولة بالرغوة, SSAW أنابيب الصلب, إلخ. يمكن أن تكتمل في الصين, حتى في مدينة واحدة. انخفاض تكلفة التصنيع يوفر تكلفة الشراء الخاصة بك. يتم عرض المعلومات التفصيلية لكل منتج في صفحة المنتج المقابلة.

تعتبر الأنابيب الفولاذية ERW مكونًا أساسيًا في التطبيقات الصناعية المختلفة, توفير حل موثوق واقتصادي لنقل السوائل والاستخدامات الهيكلية. تضمن المواصفات المقدمة أن هذه الأنابيب تلبي معايير الصناعة الصارمة ومتطلبات العملاء.
تتمتع كل من الأنابيب الفولاذية ERW وHFW بمزاياها وتطبيقاتها الفريدة. تعتبر أنابيب المتفجرات من مخلفات الحرب مناسبة للأغراض العامة حيث تتطلب فعالية التكلفة والقوة الكافية. في المقابل, تُفضل أنابيب HFW للتطبيقات التي تتطلب جودة لحام فائقة وقوة أعلى, وخاصة في صناعة النفط والغاز وأنظمة نقل السوائل ذات الضغط العالي. وسيعتمد الاختيار بين المتفجرات من مخلفات الحرب والمخلفات الخطرة على المتطلبات المحددة للمشروع, بما في ذلك الإجهاد الميكانيكي, ظروف الضغط, وقيود الميزانية.

تعتبر الأنابيب الفولاذية EFW خيارًا موثوقًا به للتطبيقات التي تتطلب قطرًا كبيرًا, أنابيب عالية القوة مع سلامة لحام ممتازة. تضمن عملية التصنيع الخاصة بهم جودة قوية ومتسقة, مما يجعلها مناسبة للصناعات الصعبة مثل النفط والغاز, البتروكيماويات, وأنظمة إمدادات المياه واسعة النطاق. في حين أنها قد تأتي بتكلفة أعلى مقارنة بأنابيب ERW وHFW, إن خواصها الميكانيكية الفائقة وقدرتها على التعامل مع ظروف الضغط العالي تبرر استخدامها في التطبيقات الحرجة.

الاستنتاج تعتبر الأنابيب الفولاذية HFI خيارًا موثوقًا وفعالًا لمجموعة واسعة من التطبيقات, تقديم لحامات عالية الجودة وأبعاد متسقة. إن فعاليتها من حيث التكلفة وتعدد استخداماتها تجعلها خيارًا شائعًا في صناعات مثل النفط والغاز, بناء, والسيارات.
