
أنابيب الصلب LSAW (أنابيب اللحام القوسي المغمور طولياً)

أنابيب الصلب LSAW (أنابيب اللحام القوسي المغمور طولياً)
UOE عدة أنابيب
القطر الخارجي:Φ508mm- 1118مم (20″- 44″)
سمك الجدار: 6.0-25.4مم 1/4″-1″
معايير الجودة: واجهة برمجة التطبيقات、دنف、ايزو、قسم、في、أستم、من、بكالوريوس、هو、غيغابايت、وكالة الفضاء الكندية
طول: 9-12.3م (30′- 40′)
الدرجات: أبي 5L A-X90، جيجابايت/T9711 L190-L625
JCOE عدة أنابيب
القطر الخارجي:Φ406mm- 1626مم (16″ – 64″ )
سمك الجدار:6.0- 75مم (1/4″ – 3″ )
معايير الجودة:واجهة برمجة التطبيقات、دنف、ايزو、قسم、في、أستم、من、بكالوريوس、هو、غيغابايت、وكالة الفضاء الكندية
طول:3-12.5م ( 10′- 41′ )
الدرجات:API 5L A-X100, جيجابايت/T9711 L190-L690
تطبيقات أنابيب LSAW
البناء المدني:
الأنابيب الهيكلية للملاعب, الجسور والمباني.
عناصر خاصة:
الأنابيب الأم للانحناءات, أنابيب لمرافق الماسك سبيكة (بما في ذلك HIC & التعاون بين بلدان الجنوب). عناصر أنبوبية مسبقة الصنع جاهزة للتجميع في ساحة البناء.
النباتات البرية:
الأنابيب المعالجة لصناعة البتروكيماويات, محطات معالجة النفط والغاز, محطات توليد الطاقة والمفاعلات, مصافي النفط والغاز, ومحطات الغاز الطبيعي المسال.
الهياكل الخارجية:
أنابيب, أكوام, العلب والأقماع لسترات المنصات البحرية. الجوانب العلوية والسترات الأساسية لمزارع الرياح.
تُستخدم الأنابيب الفولاذية الملحومة طوليًا في خطوط أنابيب النفط والغاز البرية والبحرية التي تتطلب خدمة حرجة, الأداء العالي والتسامح ضيق. تستخدم أنابيب LSAW أيضًا في نقل المواد القابلة للاشتعال & السوائل غير القابلة للاشتعال, وكأعضاء هيكلية في مشاريع البناء.
التسامح مع القطر الخارجي وسمك الجدار
| أنواع | معيار | |||||
| سي/T5040-2000 | سي/T5037-2000 | سي/T9711.1-1977 | أستم A252 | عوا C200-97 | API 5L PSL1 | |
| انحراف OD لنهاية الأنبوب | ±0.5% د | ±0.5% د | -0.79مم~+2.38 مم | <±0.1% ت | <±0.1% ت | ± 1.6 ملم |
| سمك الجدار | ±10.0% ت | د<508مم, ± 12.5% ت | -8%T~+19.5%T | <-12.5%ت | -8%T~+19.5%T | 5.0مم<ر<15.0مم, ±0.11<=”” ع =””></ر<15.0مم,> |
| د>508مم, ±10.0% ت | T≥15.0 مم, ± 1.5 ملم | |||||
التركيب الكيميائي والخواص الميكانيكية لأنابيب الصلب LSAW
| معيار | درجة | التركيب الكيميائي(الأعلى)% | الخواص الميكانيكية(دقيقة) | |||||
| ج | من | و | س | ص | قوة العائد
(الآلام والكروب الذهنية) |
قوة الشد
(الآلام والكروب الذهنية) |
||
| جيجابايت/T700-2006 | أ | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| ب | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| ج | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| د | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| جيجابايت/T1591-2009 | أ | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| ب | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| ج | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| بكالوريوس En10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| من 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| فقط G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | أ | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| ب | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
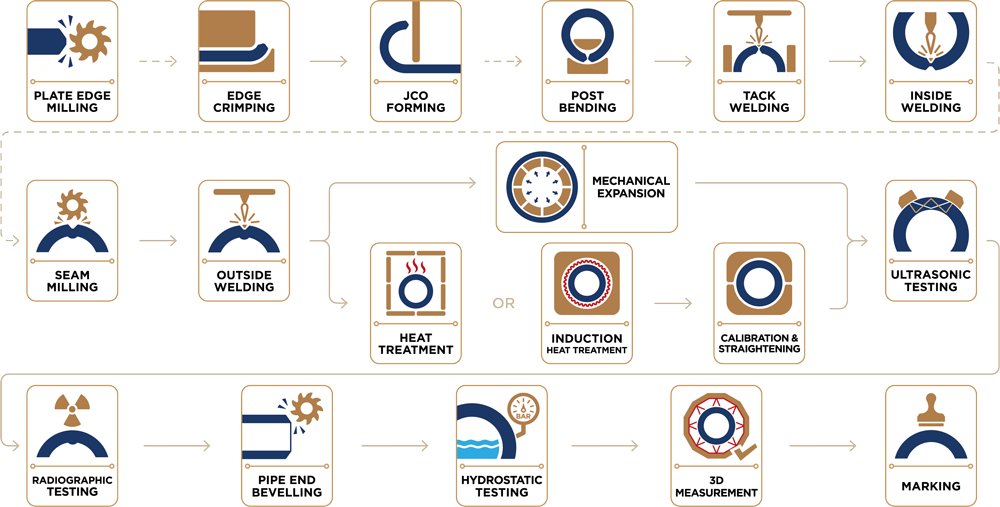
رأى ( الأنابيب الملحومة )عملية التصنيع
UOE هي طريقة تستخدم لإنتاج الأنابيب ذات القطر الكبير الملحومة طوليًا. يتم أولاً مشطوفة الحواف الطولية للألواح الفولاذية باستخدام معدات طحن الكربيد. يتم بعد ذلك تشكيل الألواح المشطوفة إلى شكل U باستخدام مكبس على شكل حرف U ومن ثم إلى شكل O باستخدام مكبس O.
يتم بعد ذلك لحام الحواف الطولية للألواح متبوعة باللحامات الداخلية والخارجية.
تخضع الأنابيب المصنعة بهذه العملية لعملية توسيع من أجل تخفيف الضغوط الداخلية والحصول على تسامح مثالي للأبعاد.
بعد أن يتم نقل الأنابيب إلى التوسع البارد, الاختبار الهيدروستاتيكي وفحص NDT, ستخضع الأنابيب للفحص النهائي للتأكد من مطابقتها لمتطلبات العملاء.
بدءاً من التحكم الوارد حتى مرحلة الفحص النهائي; تتم مراقبة العملية برمتها ودعمها بواسطة نظام محوسب. يتم تحقيق التتبع من خلال ضوابط الإدخال والرموز الشريطية من خلال خطوط الإنتاج بأكملها.
تدفق الإنتاج
نطاق الإنتاج
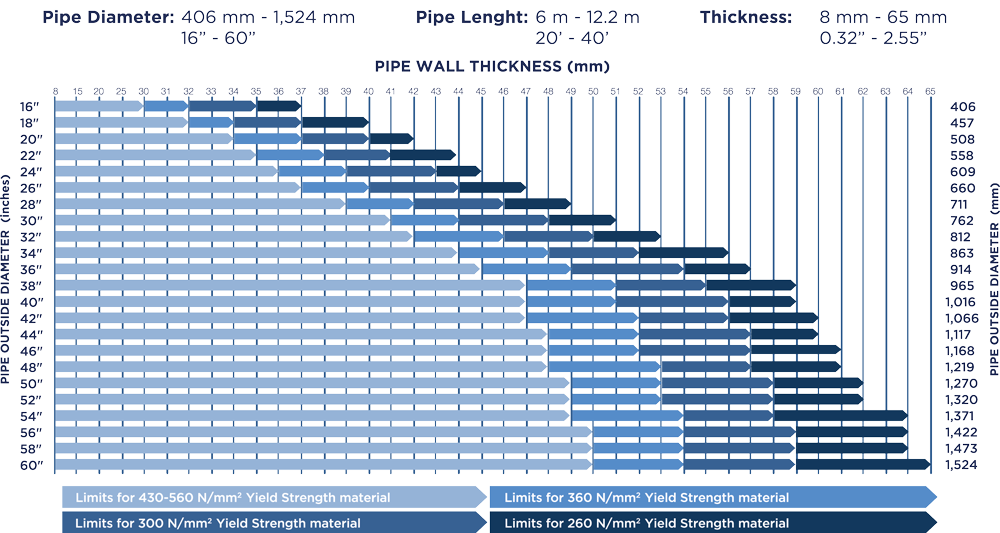
- قطر الأنبوب : 406 مم – 1,524 مم (16” – 60”)
- الأنابيب لينغذ : 6 م – 12.2 م (20” – 40”)
- سماكة : 8 مم – 65 مم (0.32″ – 2.55″)
عرض معدات الشركة


أوكسي – ماكينات القطع بالبلازما
آلة ما قبل الانحناء
ماكينة ثني الضغط
آلة ثني الرول
ماكينة لحام تك
ماكينات LSAW الداخلية
آلة طحن
آلات LSAW الخارجية
بوابات اللحام
آلة طحن
الصحافة التحجيم
المعالجة الحرارية بعد اللحام
آلات شطف النهاية
ماكينات قطع الأنابيب
تلقائيUT
بنكر آر إكس
آلة الهيدروتست
فحص الأبعاد التلقائي
أنابيب الصلب LSAW, سواء تم إنتاجها من خلال UOE, JCOE (اضغط على الانحناء), أو JCOE (لفة الانحناء) طُرق, تعتبر جزءًا لا يتجزأ من التطبيقات الصناعية المختلفة نظرًا لقوتها العالية, دقة الأبعاد, والامتثال للعديد من المعايير الدولية. كل عملية تصنيع لها مزاياها الفريدة, مما يجعل هذه الأنابيب مناسبة لنقل السوائل والغازات, وكذلك للاستخدام في المشاريع الإنشائية والهندسية.

تعتبر أنابيب DSAW خيارًا ممتازًا للتطبيقات الصعبة نظرًا لدقة تصنيعها, قوة, والتنوع. سواء كانت ملحومة بشكل مستقيم أو حلزوني, تلبي هذه الأنابيب معايير الصناعة الصارمة وهي حل موثوق به لنقل السوائل والغازات تحت ضغط عالٍ.

تعتبر الأنابيب الفولاذية ASTM A53 LSAW خيارًا موثوقًا به لمختلف التطبيقات الصناعية نظرًا لقوتها, متانة, وعملية التصنيع عالية الجودة. سواء استخدمت في نقل السوائل, المشاريع الهيكلية, أو الأنظمة الميكانيكية, توفر هذه الأنابيب أداءً ممتازًا وموثوقية طويلة المدى.
تعتبر الأنابيب الفولاذية ASTM A252 LSAW وDSAW اختيارات ممتازة لأساسات الخوازيق والدعامات الهيكلية نظرًا لقوتها, متانة, وعمليات التصنيع عالية الجودة.
في 10219 تعتبر الأنابيب الفولاذية LSAW وDSAW ضرورية في العديد من التطبيقات الهيكلية والهندسية نظرًا لقوتها العالية, متانة, وعمليات التصنيع الدقيقة. توفر هذه الأنابيب أداءً موثوقًا به في البيئات الصعبة, مما يجعلها خيارًا ممتازًا للبناء, بنية تحتية, والتطبيقات الميكانيكية.

تعتبر الأنابيب الفولاذية SAWL خيارًا موثوقًا به لتطبيقات الضغط العالي والتطبيقات الهيكلية نظرًا لقوتها, اللحامات الطولية المستمرة وتعدد الاستخدامات في التصنيع. عند اختيار هذه الأنابيب, من الضروري مراعاة المتطلبات المحددة لمشروعك, بما في ذلك الضغوط المعنية والظروف البيئية, لضمان سلامة وطول عمر نظام خطوط الأنابيب.
