
Tuyau en acier LSAW (Tuyau de soudage à l'arc submergé longitudinalement)

Tuyau en acier LSAW (Tuyau de soudage à l'arc submergé longitudinalement)
UOE PLUSIEURS TUYAUX
Diamètre extérieur:Φ508mm- 1118mm (20″- 44″)
Épaisseur de paroi: 6.0-25.4mm 1/4″-1″
Normes de qualité: API、DNV、OIN、DEP、DANS、ASTM、DEPUIS、BS、IL、GO、ASC
Longueur: 9-12.3m (30′- 40′)
Notes: API 5L A-X90, GB/T9711 L190-L625
JCOE PLUSIEURS TUYAUX
Diamètre extérieur:Φ406mm- 1626mm (16″ – 64″ )
Épaisseur de paroi:6.0- 75mm (1/4″ – 3″ )
Normes de qualité:API、DNV、OIN、DEP、DANS、ASTM、DEPUIS、BS、IL、GO、ASC
Longueur:3-12.5m ( 10′- 41′ )
Notes:API 5L A-X100, GB/T9711 L190-L690
APPLICATIONS DE TUYAUX LSAW
CONSTRUCTION CIVILE:
Tuyaux structurels pour stades, ponts et bâtiments.
ARTICLES SPÉCIAUX:
Tuyaux mères pour coudes, tuyaux pour installations de récupération des limaces (dont HIC & CSS). Éléments tubulaires préfabriqués prêts à être assemblés sur le chantier.
USINES À TERRITOIRE:
Tuyaux traités pour l'industrie pétrochimique, usines de traitement du pétrole et du gaz, centrales électriques et réacteurs, raffineries de pétrole et de gaz, et terminaux GNL.
STRUCTURES OFFSHORE:
Tuyaux, pieux, boîtes et cônes pour vestes de plate-forme offshore. Dessus et enveloppes de fondation pour parcs éoliens.
Les tubes en acier soudés longitudinalement sont utilisés dans les oléoducs et gazoducs terrestres et offshore nécessitant un service critique., hautes performances et tolérances serrées. Les tuyaux LSAW sont également utilisés pour le transport de produits inflammables. & liquides ininflammables, et comme éléments structurels dans des projets de construction.
Tolérance du diamètre extérieur et de l'épaisseur de paroi
| Espèces | Standard | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTMA252 | AWWAC200-97 | API 5L PSL1 | |
| Déviation OD de l’extrémité du tube | ±0,5%D | ±0,5%D | -0.79mm ~ + 2,38 mm | <±0,1%T | <±0,1%T | ±1,6 mm |
| Épaisseur de paroi | ±10,0%T | D<508mm, ±12,5%T | -8%T~+19,5%T | <-12.5%T | -8%T~+19,5%T | 5.0mm<t<15.0mm, ±0,11<=”” p=””></t<15.0mm,> |
| D>508mm, ±10,0%T | T≥15,0 mm, ±1,5 mm | |||||
Composition chimique et propriétés mécaniques des tuyaux en acier LSAW
| Standard | Grade | Composition chimique(maximum)% | Propriétés mécaniques(min) | |||||
| C | Mn | Et | S | P. | Limite d'élasticité
(Mpa) |
Résistance à la traction
(Mpa) |
||
| GB/T700-2006 | UN | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | UN | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS En10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| DEPUIS 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| JUSTE G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | UN | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
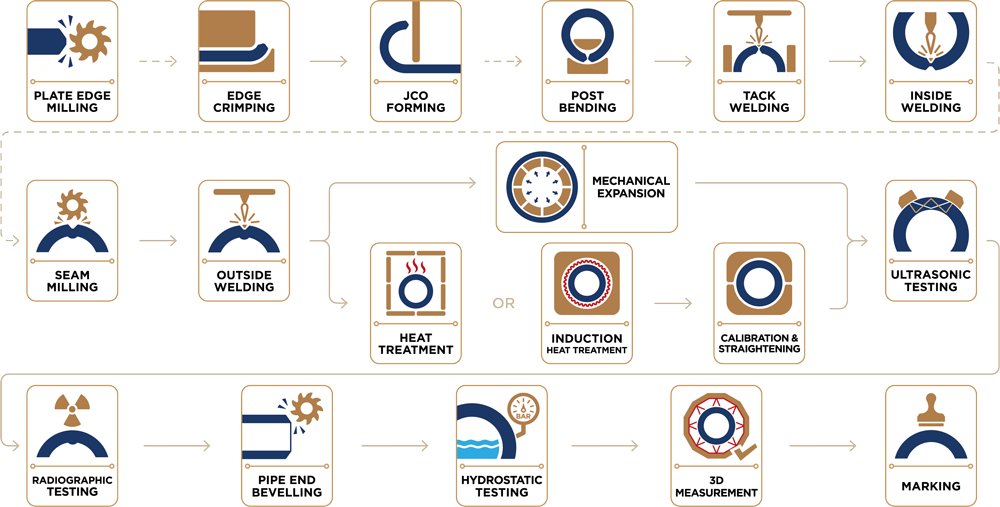
SCIE ( Tuyaux soudés )Processus de fabrication
UOE est une méthode utilisée pour la production de tuyaux de grand diamètre soudés longitudinalement. Les bords longitudinaux des tôles d'acier sont d'abord biseautés à l'aide d'un équipement de fraisage en carbure. Les plaques biseautées sont ensuite façonnées en forme de U à l'aide d'une presse en U, puis en forme de O à l'aide d'une presse en O..
Les bords longitudinaux des plaques sont ensuite pointés suivis de soudures internes et externes..
Les tuyaux fabriqués selon ce procédé sont soumis à une opération d'expansion afin de soulager les contraintes internes et d'obtenir une tolérance dimensionnelle parfaite..
Après que les tuyaux soient acheminés vers une expansion à froid, essais hydrostatiques et inspection CND, les tuyaux seront soumis à une inspection finale pour vérifier leur conformité aux exigences du client.
Depuis le contrôle d'arrivée jusqu'à l'étape d'inspection finale; l'ensemble du processus est surveillé et pris en charge par un système informatisé. La traçabilité est assurée par des contrôles d'entrée et des codes-barres sur des lignes de production entières.
Flux de production
Gamme de production
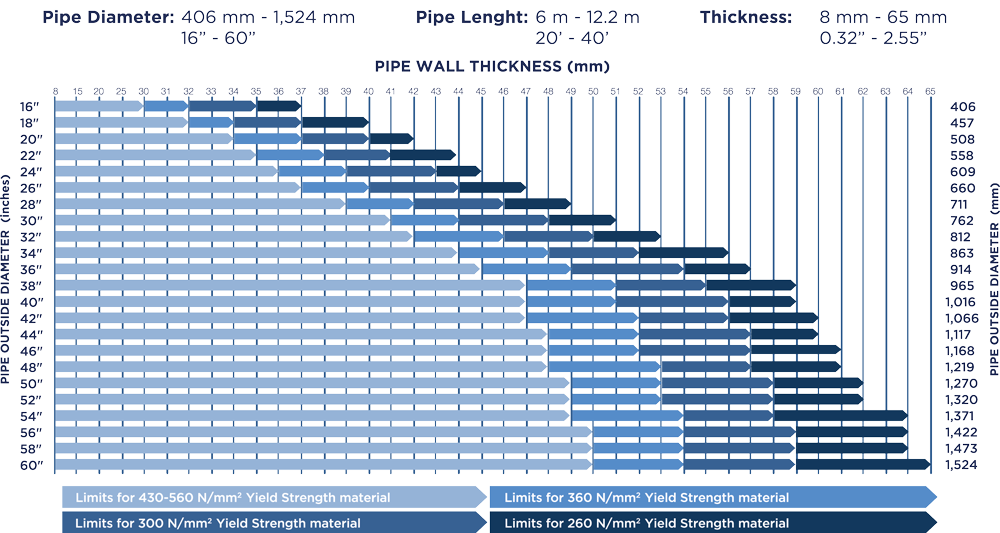
- Diamètre du tuyau : 406 mm – 1,524 mm (16” – 60”)
- Longueur du tuyauème : 6 m – 12.2 m (20” – 40”)
- Épaisseur : 8 mm – 65 mm (0.32″ – 2.55″)
VUE DE L'ÉQUIPEMENT DE L'ENTREPRISE


Oxy – Machines de découpe plasma
Machine de pré-pliage
Presse à cintrer
Machine à cintrer les rouleaux
Machine à souder par pointage
Machines LSAW internes
Fraiseuse
Machines LSAW externes
Portiques de soudage
Rectifieuse
Presse à dimensionner
Traitement thermique après soudage
Chanfreineuses d'extrémité
Machines à couper les tubes
AutomatiqueUT
Bunker RX
Machine d'hydrotest
Contrôle dimensionnel automatique
Tubes en acier LSAW, qu'ils soient produits via UOE, JCOE (Pliage à la presse), ou JCOE (Cintrage par rouleaux) méthodes, font partie intégrante de diverses applications industrielles en raison de leur haute résistance, précision dimensionnelle, et le respect de nombreuses normes internationales. Chaque procédé de fabrication a ses avantages uniques, rendant ces conduites adaptées au transport de fluides et de gaz, ainsi que pour une utilisation dans des projets de structure et d'ingénierie.

Les tuyaux DSAW sont un excellent choix pour les applications exigeantes en raison de leur précision de fabrication, force, et polyvalence. Qu'ils soient droits ou soudés en spirale, ces tuyaux répondent à des normes industrielles strictes et constituent une solution fiable pour le transport de fluides et de gaz sous haute pression.

Les tuyaux en acier ASTM A53 LSAW constituent un choix fiable pour diverses applications industrielles en raison de leur résistance., durabilité, et un processus de fabrication de haute qualité. Qu'il soit utilisé dans le transport de fluides, projets structurants, ou systèmes mécaniques, ces tuyaux offrent d'excellentes performances et une fiabilité à long terme.
Les tuyaux en acier ASTM A252 LSAW et DSAW sont d'excellents choix pour les fondations sur pilotis et les supports structurels en raison de leur résistance., durabilité, et des processus de fabrication de haute qualité.
DANS 10219 Les tubes en acier LSAW et DSAW sont essentiels dans diverses applications structurelles et techniques en raison de leur haute résistance., durabilité, et des processus de fabrication précis. Ces tuyaux offrent des performances fiables dans des environnements exigeants, ce qui en fait un excellent choix pour la construction, infrastructure, et applications mécaniques.

Les tubes en acier SAWL constituent un choix fiable pour les applications structurelles et à haute pression en raison de leur solidité., soudures longitudinales continues et polyvalence dans la fabrication. Lors de la sélection de ces tuyaux, il est essentiel de considérer les exigences spécifiques de votre projet, y compris les pressions impliquées et les conditions environnementales, pour assurer l’intégrité et la longévité du réseau de pipelines.
