
Raccords coudés pour tuyaux en acier

Le coude en acier, une sorte de raccord de tuyauterie, est une pièce couramment utilisée installée entre deux tuyaux d'alésage nominal identique ou différent pour permettre un changement de direction. Il a généralement 45º, 90º, 180ºangle, bien que des coudes à 60º et d'autres angles soient également disponibles. Selon son rayon de courbure, le coude en acier est classé en coudes de tuyau à long rayon et en coudes à rayon court. Le rayon de courbure du coude à grand rayon est 1.5 temps de diamètre extérieur du tuyau, et celle des coudes de tuyaux à rayon court est 1.0 temps du diamètre extérieur du tuyau.
Le coude en acier couvre généralement 80% de raccords de tuyauterie dans tout le système. Différentes technologies de formage sont utilisées lorsque des coudes de différents matériaux ou épaisseurs de paroi sont fabriqués. La technologie habituelle de formage de coudes sans soudure consiste à pousser à chaud, estampage et extrusion. Selon différentes technologies de production, notre coude en acier peut être classé comme coude à souder, estampage du coude, coude poussé et coude coulé. Le soudage est le moyen le plus courant de raccorder les coudes aux tuyaux, mais il existe d'autres méthodes telles que le raccordement par bride., connexion thermique, joint d'électrofusion, raccord fileté et connexion enfichable.
Le coude en acier est largement utilisé dans les systèmes de processus et de contrôle, chimique, pétrole, engrais, puissance fluidique, pompes électroniques et usines de papier. Il est également utilisé pour connecter des tuyaux aux vannes, pompes à eau sous pression et drains de pont. Certains coudes de tuyaux en acier fabriqués à partir de matériaux lourds sont utilisés dans des applications adaptées à des températures extrêmement élevées ou basses.. Il peut être stocké dans des caisses sans fumigation ou dans des supports en bois.
Épaisseur de paroi
La société Abter fournit des coudes en acier de différents numéros de programme. Le numéro de programme est un indicateur de l'épaisseur de la paroi et nous disposons du sch10., sch20, sch30, norme, sch40, sch60, xs, sch80, sch100, sch120, sch140, sch160, xxs, sch5s, sch20, sch40 et sch80.
Matières premières des coudes en acier
Les matériaux pour produire notre coude de tuyau en acier peuvent être:
Acier au carbone: ASTM/ASME A234 WPB, WPC
Acier allié: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
Acier inoxydable: ASTM/ASME A403WP 304-304L-304H-304LN-304N
ASTM/ASME A403WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Acier basse température: ASTM/ASME A402 WPL 3-WPL 6
Acier haute performance: ASTM/ASME A860 WPHY 42-46-52-60-65-70
Spécifications techniques du coude en acier pour tuyaux
| Taper | |||
| Coude en acier sans soudure | Coude à couture droite | Coude soudé bout à bout | |
| Diamètre extérieur | 1/2″ ~ 24″ | 4″ ~ 24″ | 12″ ~ 78″ |
| Épaisseur de paroi | 3 mm ~ 200 mm | ||
| Rayon | R=1D ~ 2,0D | ||
| Angle | 0º il fait 180º | ||
Normes disponibles pour le coude en acier
Notre société fournit des coudes de tuyaux en acier de différentes normes. Des informations détaillées sont répertoriées ci-dessous.
GB/T12459-2005 GB/T13401-2005 GB/T10752-2005
SH/T3408-1996 SH/T3409-1996
SY/T0518-2002 SY/T0510-1998
DL/T695-1999 GD2000 GD87-1101
HG/T21635-1987 HG/T21631-1990
ASME B16.9-2007 ASME B16.25-2007
MSS SP 75-2008
CSA Z245.11-05-2005
EN10253-1-1999 EN10253-2-2007 EN10253-3-2008 EN10253-4-2008
DIN2605-1-1992 DIN2605-2-1995
BS1640-1-1962 BS1640-2-1962 BS1640-3-1968 BS1640-4-1968 BS1965-1-1963
AFNOR NF A 49-289-1990 AFNOR NF A 49-170-1-1999 AFNOR NF A 49-170-2-2009 AFNOR NF A 49-170-3-2009 AFNOR NF A 49-170-4-2009
ISO3419-1981 ISO5251-1981
JIS B2311-2009 JIS B2312-2009 JIS B2313-2009
Diagramme de flux de processus – Diagramme de flux de processus de coude en acier sans soudure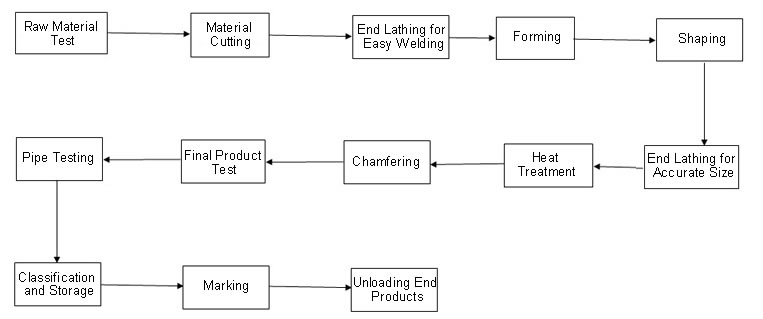
Fabrication de produits soudés bout à bout COUDES – Introduction au formage à chaud
Les principales méthodes de travail à chaud sont l'extrusion, dessin, forgeage et laminage. Le laminage est le procédé de formage le plus répandu, bien que certaines limitations puissent s'appliquer au processus. Le roulement se compose principalement de trois sous-catégories principales: roulement à plat, forme roulante (avec rainures de rouleaux spécialement conçues) et laminage de tuyaux (y compris le perçage). Le forgeage peut être sous-catégorisé comme le jambon., pressage, etc..
Le forgeage peut être effectué sous des marteaux, dans des presses mécaniques et des refouleurs ou par une méthode connue sous le nom de forgeage au rouleau. Le pressage comprend généralement la fabrication d'articles forgés dans des presses hydrauliques. L'extrusion est généralement réalisée dans des presses hydrauliques qui forcent l'acier chaud à travers une filière.. Le laminage est effectué dans des laminoirs de différents types.
Les deux principales raisons pour effectuer le formage des métaux à des températures élevées (travail à chaud) visent à réduire les charges de formage grâce à la réduction de la résistance de l'acier à la déformation, et développer des structures métallurgiques préférées pour la résistance et la ductilité des produits finis.
La méthode de fabrication la plus appropriée d'un produit sera décidée en tenant compte de son matériau., tailles, forme, utiliser, normes et autres propriétés.
Il existe de nombreux procédés de fabrication de raccords à souder bout à bout, plusieurs exemples répertoriés comme suit.

COUDES: Méthode du mandrin (Formage à chaud)
L'une des méthodes de fabrication les plus courantes pour fabriquer des coudes à partir de tuyaux. Après avoir chauffé la matière première, il est poussé sur un dé appelé “mandrin” ce qui permet au tuyau de se dilater et de se plier simultanément. Applicable à une large gamme de tailles.
Les coudes des joints de tuyaux en acier sont utilisés dans les installations industrielles et sont principalement fabriqués par pliage au mandrin chaud à partir de matières premières de tuyaux en acier droits.. Les coudes sont généralement fabriqués à température élevée en poussant, expansion et cintrage des tuyaux simultanément, en utilisant l'outil intérieur du mandrin. Les caractéristiques du pliage du mandrin dépendent fortement de la forme intégrée et des dimensions du mandrin.
Les coudes fabriqués en utilisant le cintrage au mandrin chaud présentent les avantages d'un faible écart d'épaisseur et d'un rayon de courbure plus court que ceux de tout autre type de méthode de pliage..

Les corps des raccords de tuyauterie sont généralement constitués du même matériau de base que le tuyau ou le tube auquel ils sont connectés.: cuivre, acier, PVC, CPVC ou ABS. Tout matériau permis par la plomberie, codes de santé ou du bâtiment (le cas échéant) peut être utilisé, mais il doit être compatible avec les autres matériaux du système, le fluide transporté, et la température et la pression à l'intérieur (et dehors) le système. Raccords en laiton ou en bronze sur cuivre Courant dans les systèmes de plomberie et de plomberie. Résistance au feu, résistance aux chocs, résistance mécanique, l'antivol et d'autres facteurs affectent également le choix du matériau pour les raccords de tuyauterie.

Matériau Acier inoxydable ASME / ASTM SA / A403 SA / UN 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L, 316/316L, DEPUIS 1.4301, DIN1.4306, DEPUIS 1.4401, DEPUIS 1.4404 Dimension ANSI B16.9, ANSI B16.28, MSS-SP-43 Type A, MSS-SP-43 Type B, HE B2312, JIS B2313 Programme d'épaisseur 5S, 10S, 20S, S10, S20, S30, MST, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS et etc..

Les raccords en croix permettent le branchement des tuyaux, permettant la distribution d'eau ou d'autres fluides vers divers appareils ou zones. Ils sont couramment utilisés dans les systèmes d'approvisionnement en eau, systèmes d'irrigation, et systèmes de chauffage.

Les réducteurs concentriques sont utilisés lorsque la tuyauterie est installée verticalement et du côté refoulement des pompes.. Les réducteurs excentriques sont plus souvent utilisés lorsque la tuyauterie repose sur un support à tubes. A cause du côté plat, l'alignement et le montage sécurisé des tuyaux sur le rack sont plus faciles.

Bouchon à souder bout à bout Nous sommes fabricant de bouchons à souder bout à bout et fournissons tous les programmes dans des types de matériaux tels que l'acier au carbone., acier inoxydable, acier allié. Zizi produit des bouchons de tuyaux en ASME, DEPUIS, JIS et autres normes requises. Le bouchon de tuyau est l'un des raccords de tuyauterie couramment utilisés pour arrêter le fluide en recouvrant l'extrémité du tuyau.. Il est disponible en type à souder bout à bout, type de soudure par emboîtement et type fileté, et le capuchon soudé bout à bout est plus populaire en raison de ses bonnes performances, connexion stable et large plage de sélection de dimensions.

Type A- Utilisé là où un espace libre suffisant est disponible. Une élévation spécifique est souhaitable. Tapez B- Utilisé là où la marge est limitée. La fixation de la tête est une seule patte. Tapez C- Utilisé là où la marge est limitée. La fixation de la tête se fait avec des pattes côte à côte
