
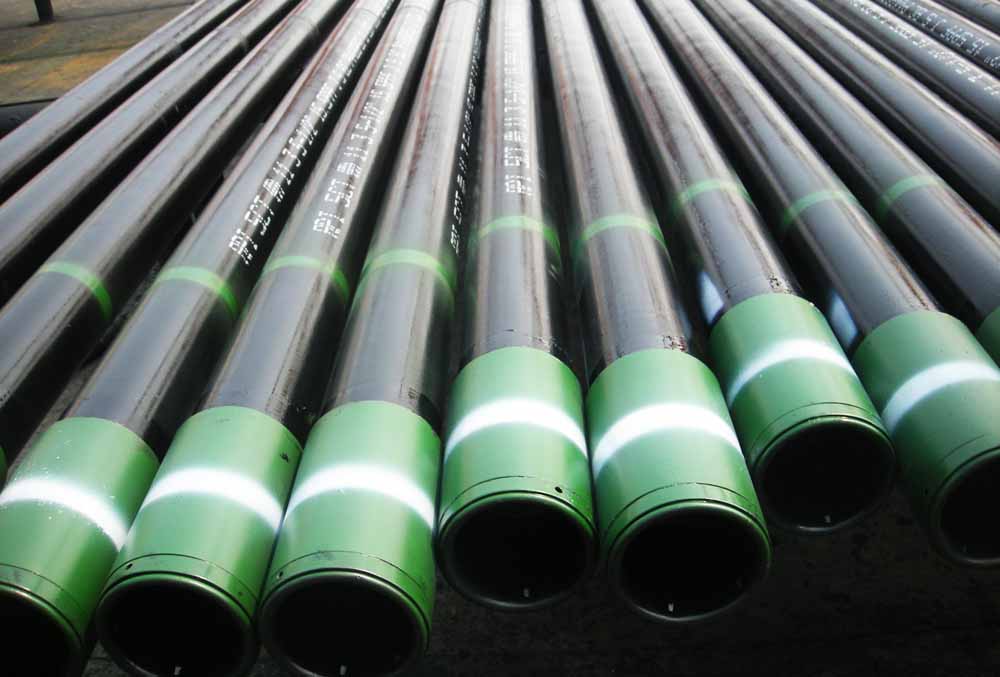
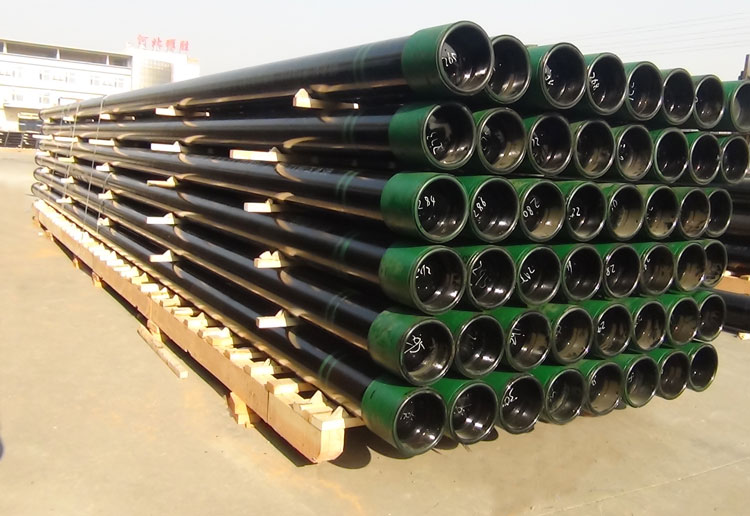
API 5CT M65 CASING TUBING

Paip Selongsong M65
pengenalan
Paip selongsong M65 ialah sejenis paip keluli yang digunakan dalam industri minyak dan gas untuk aplikasi selongsong lubang telaga. Ia direka bentuk untuk memberikan integriti struktur kepada lubang telaga, mengelakkan pencemaran zon air tawar, dan memastikan saluran yang boleh dipercayai untuk pengekstrakan minyak dan gas. M65 ialah gred dalam spesifikasi API 5CT, terkenal dengan sifat kekuatan sederhananya dan kesesuaian untuk pelbagai persekitaran penggerudian.
Spesifikasi API
Skop
API 5CT menentukan keperluan untuk selongsong dan tiub yang digunakan dalam telaga minyak dan gas. Paip selongsong M65 direka untuk memenuhi piawaian ini, memastikan ia dapat menahan tekanan operasi dan keadaan persekitaran yang dihadapi semasa penggerudian dan pengeluaran.
Komposisi Kimia
Komposisi kimia paip selongsong M65 memberikan keseimbangan kekuatan, keliatan, dan kebolehkimpalan. Komposisi kimia biasa termasuk:
| unsur | Komposisi (%) |
|---|---|
| Karbon (C) | 0.28 maks |
| Mangan (Mn) | 1.40 maks |
| Fosforus (P) | 0.030 maks |
| Sulfur (S) | 0.030 maks |
| silikon (Dan) | 0.55 maks |
Sifat Mekanikal
Sifat mekanikal paip selongsong M65 direka untuk memastikan ketahanan dan kebolehpercayaan di bawah pelbagai keadaan operasi. Sifat mekanikal yang tipikal termasuk:
- Kekuatan Tegangan: 552-758 MPa (80-110 ksi)
- Kekuatan Hasil: minimum 448 MPa (65 ksi)
- Pemanjangan: minimum 19% dalam 2 inci
Saiz Paip
Paip selongsong M65 tersedia dalam pelbagai saiz untuk menampung diameter dan kedalaman lubang telaga yang berbeza. Saiz standard ditentukan oleh diameter luarnya (DARIPADA) dan ketebalan dinding. Saiz biasa termasuk:
- Diameter Luar (DARIPADA): 4 1/2 inci ke 20 inci
- Ketebalan Dinding: Berbeza berdasarkan keperluan permohonan (cth., 0.224 inci, 0.250 inci, dll.)
Butiran Teknikal, Dimensi, dan Toleransi
Dimensi
Dimensi paip selongsong M65 ditentukan oleh diameter luarnya (DARIPADA) dan ketebalan dinding. Saiz standard mematuhi keperluan API 5CT. Dimensi biasa termasuk:
- Diameter Luar (DARIPADA): 4 1/2 inci ke 20 inci
- Ketebalan Dinding: Berbeza berdasarkan keperluan permohonan.
Toleransi
API 5CT menggariskan toleransi yang tepat untuk memastikan paip memenuhi piawaian kualiti dan prestasi. Toleransi ini termasuk:
- Diameter Luar (DARIPADA): ±1% daripada OD yang ditentukan
- Ketebalan Dinding: ±12.5% daripada ketebalan dinding yang ditentukan
- Berat badan: ±10% daripada berat nominal per unit panjang
Ketebalan Dinding & Toleransi
Ketebalan dinding paip selongsong M65 adalah penting untuk prestasinya dalam operasi penggerudian dan pengeluaran. Toleransi pada ketebalan dinding memastikan prestasi yang konsisten. Toleransi standard termasuk:
- Toleransi Ketebalan Dinding: ±12.5% daripada ketebalan dinding yang ditentukan.
- Ketebalan Dinding Minimum: Ketebalan dinding minimum mestilah tidak kurang daripada 87.5% daripada ketebalan dinding nominal yang ditentukan.
Penerangan Produk
| Standard: | API 5CT | Gred: | J55/N80/P110 |
| Ketebalan: | 2.87-16.13mm | Bentuk Bahagian: | Bulat |
| Diameter Luar: | 26.7-114.3mm | Tempat Asal: | China(tanah besar) |
| Menengah atau tidak: | Bukan menengah | Permohonan: | Paip Minyak |
| Teknik: | Ditarik Sejuk/Digulung Panas | Pensijilan | API |
| Rawatan permukaan: | Hitam,Varnis | Paip Khas: | Paip API |
Tiub Lancar API-5CT
| Standard | API 5CT/ ISO11960 | |
| Gred | Kumpulan.1 | H40/PSL.1, J55/PSL.1, J55/PSL.2, J55/PSL.3, K55/PSL.1, K55/PSL.2, K55/PSL.3,
N80(1)/PSL.1, N80(1)/PSL.2, N80(Q)/PSL.1, N80(Q)/PSL.2, N80(Q)/PSL.3 |
| Kumpulan.2 | M65/PSL.1, M65/PSL.3, L80/PSL.2, L80(1)/PSL.1, L80(1)/PSL.3, L80(9Cr)/PSL.1, L80(13Cr)/PSL.1, C90/PSL.1, C90/PSL.2, C90/PSL.3, T95/PSL.1, T95/PSL.2T95/PSL.3 | |
| Kumpulan.3 | P110/PSL.1, P110/PSL.2, P110/PSL.3, | |
| Kumpulan.4 | Q125/PSL.1, Q125/PSL.2, Q125/PSL.3, | |
| Kuantiti Pesanan Minimum | 20 Tan | |
| Julat Diameter Luar | Tiub | 1.05 inci kepada 4 1/2 inci atau 48.26mm hingga 114.3mm |
| Selongsong | 4 1/2 inci hingga 30 inci atau 114.3mm hingga 762mm | |
| Ketebalan Dinding | Mengikut Piawaian API 5CT | |
| Panjang | Tiub | R1 (6.10m hingga 7.32m), R2 (8.53m hingga 9.75m), R3 (11.58m hingga 12.80m) |
| Selongsong | R1 (4.88m hingga 7.62m), R2 (7.62m hingga 10.36m), R3 (10.36m hingga 14.63m) | |
| taip | lancar | |
| Jenis Penamat Akhir | Tiub | P, saya, N, U |
| Selongsong | P, S, B, L | |
Bahan dan Pembuatan
Bahan
Paip selongsong M65 diperbuat daripada keluli karbon, memberikan keseimbangan kekuatan, keliatan, dan keberkesanan kos. Bahan ini sesuai untuk aplikasi di mana kekuatan sederhana dan rintangan untuk runtuh dan tekanan dalaman diperlukan.
pembuatan
Proses pembuatan paip sarung M65 melibatkan beberapa langkah untuk memastikan kualiti dan prestasi:
- Pembuatan keluli: Keluli karbon berkualiti tinggi dihasilkan melalui proses seperti relau arka elektrik (EAF) atau relau oksigen asas (BOF).
- Membentuk: Keluli dibentuk menjadi bentuk silinder menggunakan proses seperti penggulungan lancar atau kimpalan.
- Rawatan Haba: Paip mungkin menjalani proses rawatan haba seperti normalisasi atau pelindapkejutan dan pembajaan untuk meningkatkan sifat mekanikalnya.
- Penamat: Paip siap untuk mencapai kualiti permukaan yang dikehendaki, dimensi, dan toleransi.
Ujian
Untuk memastikan kualiti dan prestasi paip selongsong M65, beberapa ujian dijalankan mengikut keperluan API 5CT:
Ujian Hidrostatik
Ujian hidrostatik dilakukan untuk mengesahkan paip’ keupayaan untuk menahan tekanan dalaman. Paip diisi dengan air dan diberi tekanan ke tahap tertentu untuk memeriksa kebocoran dan integriti struktur.
Ujian Tanpa Musnah (NDT)
Kaedah ujian tidak merosakkan digunakan untuk mengesan kecacatan dalaman dan permukaan tanpa merosakkan paip. Kaedah NDT biasa termasuk:
- Ujian Ultrasonik: Gelombang bunyi frekuensi tinggi digunakan untuk mengesan kecacatan dalaman.
- Pemeriksaan Zarah Magnet: Mengesan kecacatan permukaan dan berhampiran permukaan menggunakan medan magnet.
Ujian Mekanikal
Ujian mekanikal dijalankan untuk mengesahkan paip’ sifat mekanikal, termasuk:
- Ujian Tegangan: Mengukur kekuatan tegangan, kekuatan hasil, dan pemanjangan.
- Ujian Kekerasan: Mengesahkan tahap kekerasan untuk memastikan pematuhan dengan had yang ditentukan.
- Ujian Meratakan: Periksa keupayaan paip untuk menahan ubah bentuk tanpa retak.
Rawatan Haba
Proses rawatan haba seperti penormalan atau pelindapkejutan dan pembajaan boleh digunakan pada paip selongsong M65 untuk meningkatkan sifat mekanikalnya dan memastikan prestasi yang konsisten:
Menormalkan
Menormalkan melibatkan memanaskan paip ke suhu melebihi suhu kritikal dan kemudian menyejukkannya di udara. Proses ini memperhalusi struktur butiran, meningkatkan keliatan dan kekuatan.
Pelindapkejutan dan Pembajaan
Pelindapkejutan dan pembajaan melibatkan pemanasan paip ke suhu tinggi, memadamkannya dalam air atau minyak untuk menyejukkan dengan cepat, dan kemudian memanaskan semula ke suhu yang lebih rendah untuk melegakan tekanan dan meningkatkan keliatan.
Paip selongsong ialah tiub keluli berongga yang biasanya dirempuh ke tempatnya melalui bumi dengan menggunakan bicu hidraulik atau pneumatik. Selepas dipandu, tanah yang disesarkan dikeluarkan dan paip produk, atau paip pembawa, dimasukkan ke dalam tiub keluli. Kategori Saiz Tersedia:ERW, Piawaian HFW atau SMLS:API 5CT PSL1/PSL2 J55,K55,N80-1,N80-Q,API 5CT PSL1/PSL2 L80-1, L80-9Cr,L80-13Cr,C90, C95, P110, Q125 Gred Keluli:H40, J55, K55, N80
Paip keluli sarung H40 adalah komponen penting dalam penggerudian dan pengeluaran telaga minyak dan gas. Paip ini dihasilkan untuk memenuhi piawaian API Spec 5CT, memastikan kualiti, prestasi, dan kebolehpercayaan. Melalui proses pembuatan yang ketat, dimensi dan toleransi yang tepat, dan ujian menyeluruh, Paip selongsong H40 memberikan prestasi yang boleh dipercayai dalam pelbagai persekitaran penggerudian dan pengeluaran.
Spesifikasi American Petroleum Institute API 5CT J55 Pipe direka untuk digunakan dalam industri minyak dan gas. API 5CT J55 ialah bahan paip selongsong petroleum yang biasa digunakan. Ia dihasilkan mengikut piawaian API 5CT dan digunakan dalam pelbagai jenis telaga, kedua-dua minyak dan gas asli. Tujuan utama menggunakan selongsong atau tiub adalah untuk melindungi lubang telaga daripada runtuh dan menyediakan saluran untuk cecair telaga. Selongsong itu diletakkan di dalam perigi terlebih dahulu, diikuti dengan tiub, yang selalunya berdiameter lebih kecil dan dengan itu boleh bersarang di dalam selongsong. Kedua-dua selongsong dan tiub mesti dibuat daripada bahan kuat yang boleh menahan tekanan dan suhu tinggi yang dihadapi jauh di bawah tanah. API 5CT J55 memenuhi keperluan ini dan adalah, oleh itu, pilihan yang sangat baik untuk OCTG (barangan tiub negara minyak) aplikasi. Ia biasanya dihasilkan sebagai paip keluli lancar, tetapi juga boleh diperolehi dalam bentuk yang dikimpal. API 5CT J55 mempunyai kekuatan hasil yang agak tinggi dan rintangan keletihan yang baik, menjadikannya pilihan ideal untuk tekanan tinggi, aplikasi beban tinggi seperti produk petroleum.

API 5CT K55 ialah gred paip yang ditentukan oleh Institut Petroleum Amerika. API 5CT K55 ialah sejenis selongsong telaga yang biasanya digunakan dalam operasi penggerudian telaga. Selongsong dan tiub adalah OCTG (barangan tiub negara minyak) yang digunakan untuk membentuk dinding telaga. Paip keluli diletakkan di dalam telaga dan dipegang di tempatnya dengan simen. Simen membantu melindungi telaga daripada runtuh dan memastikan cecair telaga daripada terlepas. API 5CT K55 ialah pilihan popular untuk penggerudian telaga kerana ia tahan lama dan boleh menahan suhu dan tekanan tinggi.

Tiub sarung L80 adalah komponen penting dalam penggerudian dan pengeluaran telaga minyak dan gas. Ia dihasilkan untuk memenuhi piawaian API 5CT, memastikan kualiti, prestasi, dan kebolehpercayaan. Melalui proses pembuatan yang ketat, dimensi dan toleransi yang tepat, dan ujian menyeluruh, Tiub sarung L80 memberikan prestasi yang boleh dipercayai dalam pelbagai persekitaran penggerudian dan pengeluaran. Setiap jenis (L80-1, L80 13Cr, L80 9Cr) menawarkan hartanah khusus yang disesuaikan dengan keperluan operasi yang berbeza, memberikan fleksibiliti dan keteguhan dalam keadaan yang mencabar.

Paip selongsong N80-1 dan N80Q adalah komponen penting dalam penggerudian dan pengeluaran telaga minyak dan gas. Mereka dihasilkan untuk memenuhi piawaian 5ct API, memastikan kualiti, prestasi, dan kebolehpercayaan. Melalui proses pembuatan yang ketat, dimensi dan toleransi yang tepat, dan ujian menyeluruh, Paip selongsong N80-1 dan N80Q menyampaikan prestasi yang boleh dipercayai dalam pelbagai persekitaran penggerudian dan pengeluaran. Sifat kekuatan tinggi mereka dan komposisi kimia tertentu menjadikannya sesuai untuk keadaan operasi yang mencabar, providing robustness and reliability for wellbore integrity.
