
Paip Keluli LSAW (Paip Kimpalan Arka Terendam Secara Membujur)

Paip Keluli LSAW (Paip Kimpalan Arka Terendam Secara Membujur)
UOE BEBERAPA PAIP
Diameter Luar:Φ508mm- 1118mm (20″- 44″)
Ketebalan Dinding: 6.0-25.4mm 1/4″-1″
Piawaian Kualiti: API、DNV、ISO、DEP、DALAM、ASTM、DARI、BS、DIA、GB、CSA
Panjang: 9-12.3m (30′- 40′)
Gred: API 5L A-X90,GB/T9711 L190-L625
JCOE BEBERAPA PAIP
Diameter Luar:Φ406mm- 1626mm (16″ – 64″ )
Ketebalan Dinding:6.0- 75mm (1/4″ – 3″ )
Piawaian Kualiti:API、DNV、ISO、DEP、DALAM、ASTM、DARI、BS、DIA、GB、CSA
Panjang:3-12.5m ( 10′- 41′ )
Gred:API 5L A-X100, GB/T9711 L190-L690
APLIKASI PAIP LSAW
PEMBINAAN AWAM:
Paip struktur untuk stadium, jambatan dan bangunan.
ITEM KHAS:
Paip ibu untuk selekoh, paip untuk kemudahan penangkap slug (termasuk HIC & SSC). Elemen tiub pasang siap sedia untuk dipasang di kawasan pembinaan.
TUMBUHAN DI PANTAI:
Paip yang diproses untuk industri petrokimia, loji rawatan minyak dan gas, loji janakuasa dan reaktor, kilang penapisan minyak dan gas, dan terminal LNG.
STRUKTUR LUAR PESISIR:
Paip, longgokan, tin dan kon untuk jaket platform luar pesisir. Bahagian atas dan jaket asas untuk ladang angin.
Paip keluli yang dikimpal secara membujur digunakan dalam saluran paip minyak dan gas darat dan luar pesisir yang memerlukan perkhidmatan kritikal, prestasi tinggi dan toleransi yang ketat. Paip LSAW juga digunakan dalam pengangkutan mudah terbakar & cecair tidak mudah terbakar, dan sebagai ahli struktur dalam projek pembinaan.
Toleransi Diameter Luar dan Ketebalan Dinding
| Jenis | Standard | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Sisihan OD hujung tiub | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
| Ketebalan dinding | ±10.0%T | D<508mm, ±12.5%T | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0mm<t<15.0mm, ±0.11<=”” p=””></t<15.0mm,> |
| D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm | |||||
Komposisi Kimia dan Sifat Mekanikal Paip Keluli LSAW
| Standard | Gred | Komposisi Kimia(maks)% | Sifat Mekanikal(min) | |||||
| C | Mn | Dan | S | P | Kekuatan Hasil
(Mpa) |
Kekuatan Tegangan
(Mpa) |
||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS En10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| DARI 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| HANYA G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | A | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
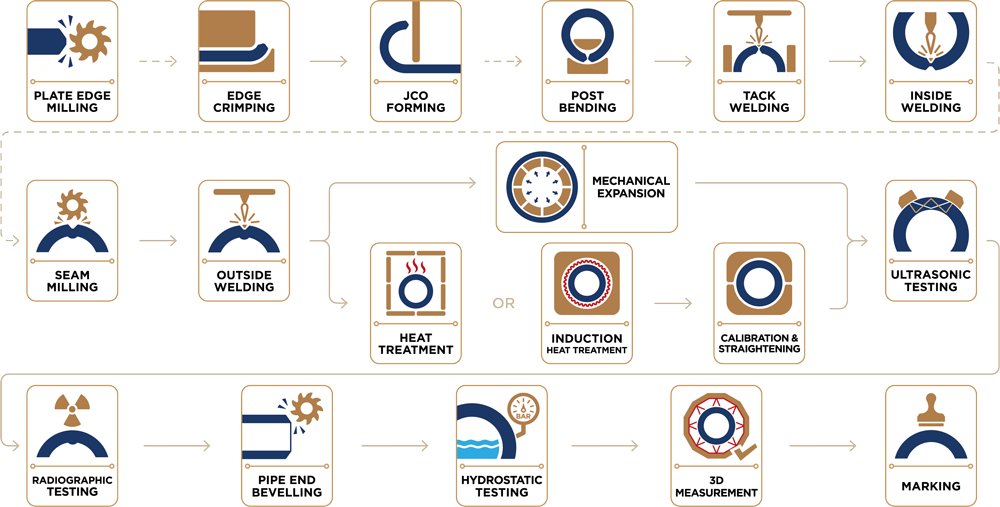
SAW ( Paip Dikimpal )Proses Pengilangan
UOE ialah kaedah yang digunakan untuk pengeluaran paip diameter besar yang dikimpal secara membujur. Tepi membujur plat keluli mula-mula diserong menggunakan peralatan pengilangan karbida. Plat serong kemudiannya dibentuk menjadi bentuk U menggunakan penekan-U dan seterusnya menjadi bentuk O menggunakan penekan-O..
Tepi membujur plat kemudiannya dikimpal tekut diikuti dengan kimpalan dalaman dan luaran.
Paip yang dihasilkan melalui proses ini tertakluk kepada operasi yang berkembang untuk melegakan tekanan dalaman dan mendapatkan toleransi dimensi yang sempurna.
Selepas paip dihantar ke pengembangan sejuk, ujian hidrostatik dan pemeriksaan NDT, paip akan tertakluk kepada pemeriksaan akhir untuk pematuhan kepada keperluan pelanggan.
Bermula dari kawalan masuk sehingga peringkat pemeriksaan akhir; keseluruhan proses dipantau dan disokong oleh sistem berkomputer. Kebolehkesanan dicapai dengan kawalan input dan kod bar melalui keseluruhan barisan pengeluaran.
Aliran Pengeluaran
Julat Pengeluaran
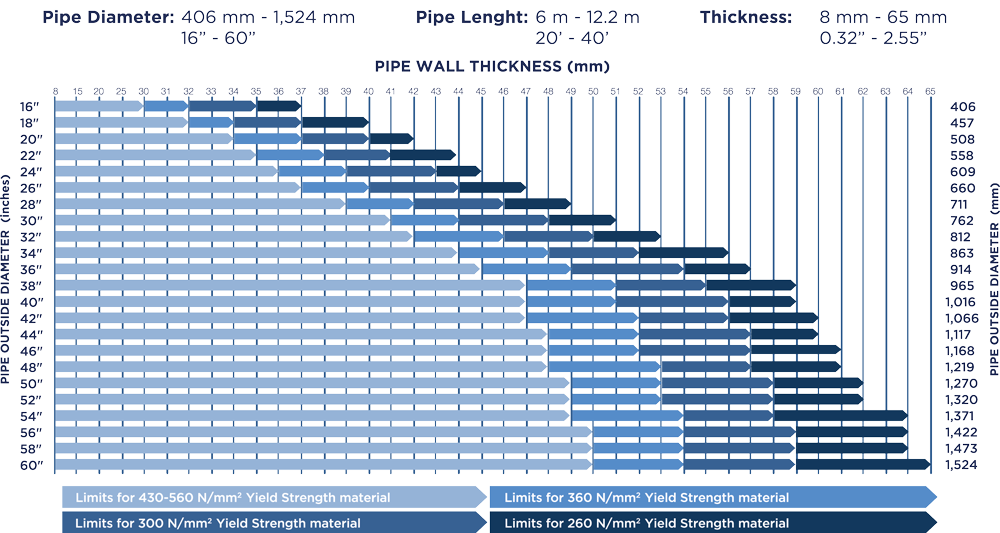
- Diameter Paip : 406 mm – 1,524 mm (16” – 60”)
- Paip Lengke : 6 m – 12.2 m (20” – 40”)
- Ketebalan : 8 mm – 65 mm (0.32″ – 2.55″)
PANDANGAN PERALATAN SYARIKAT


Oxy – Mesin pemotong plasma
Mesin pra lentur
Tekan mesin lentur
Mesin lentur gulung
Mesin kimpalan tack
Mesin LSAW dalaman
Mesin pengisar
Mesin LSAW luaran
Portal kimpalan
Mesin pengisar
Penekan saiz
Rawatan haba selepas kimpalan
Tamatkan mesin serong
Mesin pemotong paip
AutomatikUT
Bunker RX
Mesin hydrotest
Pemeriksaan dimensi automatik
Paip keluli LSAW, sama ada dihasilkan melalui UOE, JCOE (Tekan Lentur), atau JCOE (Lentur Gulung) kaedah, adalah penting kepada pelbagai aplikasi perindustrian kerana kekuatannya yang tinggi, ketepatan dimensi, dan pematuhan kepada banyak piawaian antarabangsa. Setiap proses pembuatan mempunyai kelebihan tersendiri, menjadikan paip ini sesuai untuk mengangkut bendalir dan gas, serta untuk kegunaan dalam projek struktur dan kejuruteraan.

Paip DSAW adalah pilihan yang sangat baik untuk aplikasi yang menuntut kerana ketepatan pembuatannya, kekuatan, dan serba boleh. Sama ada dikimpal lurus atau lingkaran, paip ini memenuhi piawaian industri yang ketat dan merupakan penyelesaian yang boleh dipercayai untuk mengangkut cecair dan gas di bawah tekanan tinggi.

Paip keluli ASTM A53 LSAW ialah pilihan yang boleh dipercayai untuk pelbagai aplikasi perindustrian kerana kekuatannya, ketahanan, dan proses pembuatan yang berkualiti tinggi. Sama ada digunakan dalam pengangkutan cecair, projek struktur, atau sistem mekanikal, paip ini memberikan prestasi cemerlang dan kebolehpercayaan jangka panjang.
Paip keluli ASTM A252 LSAW dan DSAW adalah pilihan terbaik untuk asas cerucuk dan sokongan struktur kerana kekuatannya, ketahanan, dan proses pembuatan yang berkualiti tinggi.
DALAM 10219 Paip keluli LSAW dan DSAW adalah penting dalam pelbagai aplikasi struktur dan kejuruteraan kerana kekuatannya yang tinggi, ketahanan, dan proses pembuatan yang tepat. Paip ini memberikan prestasi yang boleh dipercayai dalam persekitaran yang mencabar, menjadikannya pilihan yang sangat baik untuk pembinaan, infrastruktur, dan aplikasi mekanikal.

Paip keluli SAWL adalah pilihan yang boleh dipercayai untuk aplikasi tekanan tinggi dan struktur kerana kuatnya, kimpalan membujur berterusan dan serba boleh dalam pembuatan. Apabila memilih paip ini, adalah penting untuk mempertimbangkan keperluan khusus projek anda, termasuk tekanan yang terlibat dan keadaan persekitaran, untuk memastikan integriti dan jangka hayat sistem saluran paip.
