
Kelengkapan Siku Paip Keluli

Siku keluli, sejenis pemasangan paip, ialah kepingan yang biasa digunakan dipasang di antara dua paip dengan lubang nominal yang sama atau berbeza untuk membolehkan perubahan arah. Ia biasanya mempunyai 45º, 90º, 180º sudut, walaupun 60º dan siku sudut lain juga tersedia. Mengikut jejari kelengkungannya, siku keluli dikategorikan kepada siku paip jejari panjang dan siku jejari pendek. Jejari kelengkungan siku jejari panjang ialah 1.5 masa diameter luar paip, dan siku paip jejari pendek ialah 1.0 masa diameter luar paip.
Siku keluli biasanya meliputi 80% kelengkapan paip dalam keseluruhan sistem. Teknologi pembentukan yang berbeza digunakan apabila siku bahan yang berbeza atau ketebalan dinding dihasilkan. Teknologi membentuk siku lancar biasa terdiri daripada tolakan panas, pengecapan dan penyemperitan. Mengikut teknologi pengeluaran yang berbeza, siku keluli kami boleh dikategorikan sebagai siku kimpal, mengecap siku, siku ditolak dan siku tuang. Kimpalan adalah cara yang paling biasa untuk menyambungkan siku ke paip tetapi terdapat kaedah lain seperti sambungan bebibir, sambungan haba, sambungan gabungan elektro, sambungan benang dan sambungan pemalam.
Siku keluli digunakan secara meluas dalam proses dan sistem kawalan, kimia, petroleum, baja, kuasa bendalir, pam elektronik dan loji kertas. Ia juga digunakan untuk menyambung hos ke injap, pam tekanan air dan longkang dek. Beberapa siku paip keluli yang diperbuat daripada bahan berat digunakan dalam aplikasi yang sesuai untuk suhu tinggi atau rendah yang melampau. Ia boleh disimpan dalam bekas bebas pengasapan atau pemegang kayu.
Ketebalan Dinding
Syarikat Abter membekalkan siku keluli nombor jadual yang berbeza. Nombor jadual ialah penunjuk ketebalan dinding dan kami mempunyai sch10 yang tersedia, sch20, sch30, std, sch40, sch60, xs, sch80, sch100, sch120, sch140, sch160, xxs, sch5s, sch20s, sch40s dan sch80s.
Bahan Mentah Siku Keluli
Bahan untuk menghasilkan siku paip keluli kami boleh:
Keluli Karbon: ASTM/ASME A234 WPB, WPC
Keluli Aloi: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
Keluli Tahan Karat: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Keluli Suhu Rendah: ASTM/ASME A402 WPL 3-WPL 6
Keluli Berprestasi Tinggi: ASTM/ASME A860 WPHY 42-46-52-60-65-70
Spesifikasi Teknikal Siku Keluli Paip
| taip | |||
| Siku Keluli Lancar | Siku Jahitan Lurus | Siku Kimpalan Punggung | |
| Diameter Keluar | 1/2″ ~ 24″ | 4″ ~ 24″ | 12″ ~ 78″ |
| Ketebalan Dinding | 3 mm ~ 200 mm | ||
| Jejari | R=1D ~ 2.0D | ||
| Sudut | 0º ia 180º | ||
Piawaian Tersedia untuk Siku Keluli
Syarikat kami menyediakan siku paip keluli dengan standard yang berbeza. Maklumat terperinci disenaraikan di bawah.
GB/T12459-2005 GB/T13401-2005 GB/T10752-2005
SH/T3408-1996 SH/T3409-1996
SY/T0518-2002 SY/T0510-1998
DL/T695-1999 GD2000 GD87-1101
HG/T21635-1987 HG/T21631-1990
ASME B16.9-2007 ASME B16.25-2007
MSS SP 75-2008
CSA Z245.11-05-2005
EN10253-1-1999 EN10253-2-2007 EN10253-3-2008 EN10253-4-2008
DIN2605-1-1992 DIN2605-2-1995
BS1640-1-1962 BS1640-2-1962 BS1640-3-1968 BS1640-4-1968 BS1965-1-1963
AFNOR NF A 49-289-1990 AFNOR NF A 49-170-1-1999 AFNOR NF A 49-170-2-2009 AFNOR NF A 49-170-3-2009 AFNOR NF A 49-170-4-2009
ISO3419-1981 ISO5251-1981
JIS B2311-2009 JIS B2312-2009 JIS B2313-2009
Rajah Aliran Proses – Rajah Aliran Proses Siku Keluli Lancar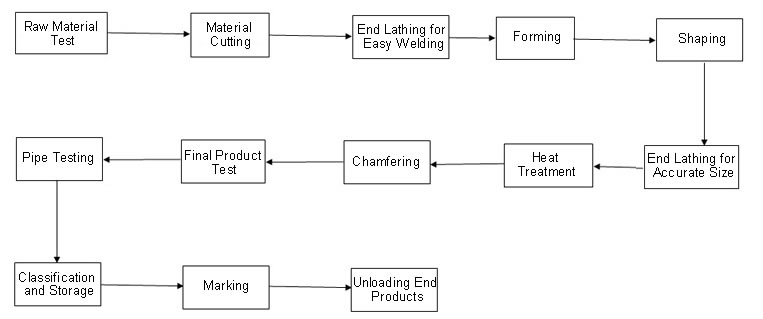
Pembuatan Butt Welded SIKU – Pengenalan kepada Hot Forming
Kaedah utama kerja panas adalah penyemperitan, melukis, menempa dan menggulung. Rolling adalah proses pembentukan yang paling luas digunakan, walaupun beberapa had mungkin dikenakan pada proses tersebut. Rolling terutamanya terdiri daripada tiga subkategori utama: bergolek rata, bentuk bergolek (dengan alur gulung yang direka khusus) dan paip bergolek (termasuk menindik). Penempaan boleh dikategorikan sebagai hamming, menekan, dll.
Penempaan boleh dilakukan di bawah tukul, dalam tekanan mekanikal dan upsetters atau dengan kaedah yang dikenali sebagai roll forging. Menekan secara amnya termasuk pembuatan artikel palsu dalam mesin hidraulik. Penyemperitan biasanya dilakukan dalam penekan hidraulik yang memaksa keluli panas melalui acuan. Penggulungan dilakukan di kilang-kilang penggulungan pelbagai jenis.
Dua sebab utama untuk melakukan pembentukan logam pada suhu tinggi (kerja panas) adalah untuk mengurangkan beban membentuk melalui pengurangan rintangan keluli kepada ubah bentuk, dan untuk membangunkan struktur metalurgi pilihan untuk kekuatan dan kemuluran produk kemasan.
Kaedah pembuatan yang paling sesuai bagi sesuatu produk akan diputuskan dengan mengambil kira bahannya, saiz, bentuk, guna, piawaian dan sifat-sifat lain.
Terdapat banyak proses untuk pembuatan kelengkapan kimpalan punggung, beberapa contoh disenaraikan seperti berikut.

SIKU: Kaedah mandrel (Pembentukan Panas)
Salah satu kaedah pembuatan yang paling biasa untuk pembuatan Siku daripada paip. Selepas memanaskan bahan mentah, ia ditolak ke atas dadu yang dipanggil “mandrel” yang membolehkan paip mengembang dan bengkok serentak. Berkenaan dengan julat saiz yang luas.
Siku sambungan paip keluli digunakan dalam kilang perindustrian dan kebanyakannya dihasilkan oleh lentur mandrel panas daripada bahan mentah paip keluli lurus. Siku biasanya dihasilkan pada suhu tinggi dengan cara menolak, mengembang dan membengkokkan paip secara serentak, menggunakan alat dalaman mandrel. Ciri-ciri lenturan mandrel sangat bergantung pada bentuk dan dimensi bersepadu mandrel.
Siku yang dihasilkan dengan menggunakan lenturan mandrel panas mempunyai kelebihan sisihan ketebalan yang kecil dan jejari lentur yang lebih pendek daripada mana-mana jenis kaedah lenturan yang lain.

Badan pemasangan paip biasanya diperbuat daripada bahan asas yang sama dengan paip atau tiub yang disambungkan: Tembaga, keluli, PVC, CPVC atau ABS. Sebarang bahan yang dibenarkan oleh paip, kesihatan atau kod bangunan (mengikut mana yang berkenaan) boleh digunakan, tetapi ia mesti serasi dengan bahan lain dalam sistem, cecair yang disalurkan, dan suhu dan tekanan di dalam (dan luar) sistem. Kelengkapan tembaga atau gangsa di atas kuprum Biasa dalam sistem paip dan paip. Ketahanan api, rintangan kejutan, kekuatan mekanikal, anti-kecurian dan faktor lain juga mempengaruhi pilihan bahan untuk kelengkapan paip.

Bahan Keluli Tahan Karat ASME / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L, 316/316L, DARI 1.4301, DIN1.4306, DARI 1.4401, DARI 1.4404 Dimensi ANSI B16.9, ANSI B16.28, MSS-SP-43 Jenis A, MSS-SP-43 Jenis B, HE B2312, JIS B2313 Jadual Ketebalan 5S, 10S, 20S, S10, S20, S30, STD, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS dan lain-lain.

Kelengkapan silang membolehkan percabangan paip, membolehkan pengagihan air atau cecair lain ke pelbagai lekapan atau kawasan. Mereka biasanya digunakan dalam sistem bekalan air, sistem pengairan, dan sistem pemanasan.

Pengurang sepusat digunakan di mana kerja paip dipasang secara menegak dan di bahagian pelepasan pam. Pengurang eksentrik lebih kerap digunakan apabila kerja paip diletakkan di atas rak paip. Kerana bahagian yang rata, menjajarkan dan memasang paip dengan selamat ke rak adalah lebih mudah.

Butt Weld Cap Kami adalah pengeluar butt weld cap dan membekalkan semua jadual dalam jenis bahan seperti keluli karbon, keluli tahan karat, keluli aloi. Zizi menghasilkan penutup paip di ASME, DARI, JIS dan piawaian lain yang diperlukan. Penutup paip adalah salah satu kelengkapan paip yang biasa digunakan untuk menghentikan bendalir dengan menutup di hujung paip. Ia boleh didapati dalam jenis kimpalan punggung, jenis kimpalan soket dan jenis berulir, dan topi buttweld lebih popular memandangkan prestasi yang baik, sambungan yang stabil dan julat pemilihan dimensi yang besar.

Jenis A- Digunakan di mana terdapat ruang kepala yang mencukupi. Ketinggian khusus adalah wajar. Jenis B- Digunakan di mana ruang kepala terhad. Lampiran kepala adalah satu lug. Jenis C- Digunakan di mana ruang kepala terhad. Lampiran kepala adalah sebelah menyebelah
