

Paip keluli senarai UL

Julat Saiz dan Aplikasi
Saiz:ODΦ21.3mm-323.9mm WT:2.77-10.31mm(SCH40)
Penggunaan:Digunakan untuk perkhidmatan perlindungan kebakaran pemercik
Standard dan bahan:ASTM A53 GR.B
taip:lancar atau dikimpal sebagai reka bentuk pembinaan
Sebagai pengeluar dan pembekal paip pemadam kebakaran terkemuka, kami mempunyai sijil UL untuk paip keluli pemercik dan kelengkapan. Dengan teknologi dan peralatan pemprosesan paip yang paling canggih, kami pakar dalam menyediakan lebih mudah & produk pemadam kebakaran yang boleh dipercayai.
| Standard dan bahan | (Komposisi Kimia) | (Sifat Mekanikal) | |||||||||
| C | Mn | P | S | Cu | DALAM | Cr | Mo | V | Kekuatan Tegangan(Mpa) | Kekuatan Hasil(Mpa) | |
| ASTM A53 GR.B | ≤0.30 | ≤1.20 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 | ≥415 | ≥240 |



Hujung paip Selesai: Hujung Rolled Groove , Hujung berslot.
Hujungnya tersedia untuk aksesori berlubang yang disambungkan, seperti pengapit berlubang, siku dan tee berlubang.






Sijil
Paip Pemercik Api adalah sijil UL dan FM Diluluskan




1. Kilang
Kilang itu terletak di bandar Tianjin China
2. Timbang
Berat tidak boleh berbeza lebih daripada +/-5% daripada yang ditetapkan.
3. Diameter
Untuk paip NPS 1/2-11⁄2 (DN 40) , diameter luar pada sebarang titik tidak boleh berbeza-beza lebih daripada 1⁄64 inci (0.4 mm) melebihi atau lebih daripada 1⁄32 inci (0.8 mm) .
Untuk NPS paip 2 (DN 50)-10 (DN250), diameter luar tidak boleh berbeza lebih daripada +/-1 % .
4. Ketebalan
Ketebalan dinding minimum pada mana-mana titik tidak boleh berbeza lebih daripada 12.5 % di bawah ketebalan dinding nominal.
5. Perkhidmatan Contoh
Sampel Percuma, akan mengenakan INT’L Courier

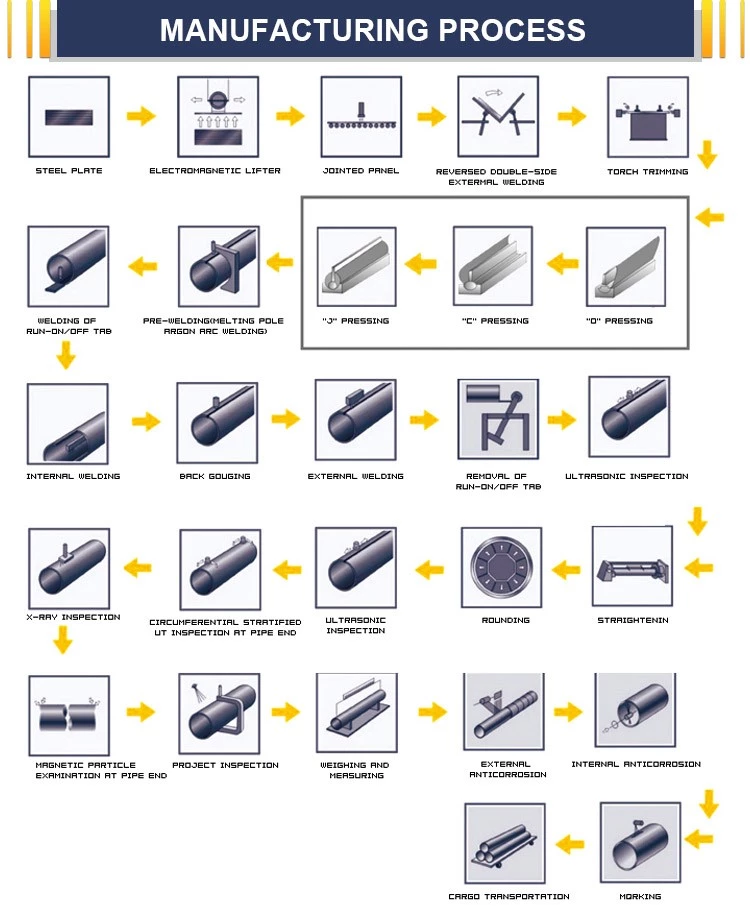
Paip ERW BLACK. Rintangan Elektrik Dikimpal (ERW) Paip dihasilkan daripada Gegelung Gelek Panas / Celah. Semua gegelung yang masuk disahkan berdasarkan sijil ujian yang diterima daripada kilang keluli untuk sifat kimia dan mekanikalnya. Paip ERW dibentuk sejuk menjadi bentuk silinder, tidak berbentuk panas.

Paip lancar dihasilkan dengan menyemperit logam ke panjang yang dikehendaki; oleh itu paip ERW mempunyai sambungan dikimpal pada keratan rentasnya, manakala paip lancar tidak mempunyai sebarang sambungan pada keratan rentasnya sepanjang panjangnya. Dalam paip lancar, tiada kimpalan atau sambungan dan dihasilkan daripada bilet bulat pepejal.

The 3 elemen dimensi paip Dimensi Piawaian paip karbon dan keluli tahan karat (ASME B36.10M & B36.19M) Jadual Saiz Paip (Jadual 40 & 80 paip keluli bermakna) Cara Saiz Paip Nominal (NPS) dan Diameter Nominal (DN) Carta Dimensi Paip Keluli (Carta saiz) Jadual Kelas Berat Paip (WGT)

Paip lancar dihasilkan menggunakan proses menindik, di mana bilet pepejal dipanaskan dan ditebuk untuk membentuk tiub berongga. Paip yang dikimpal, sebaliknya, dibentuk dengan mencantumkan dua tepi plat keluli atau gegelung menggunakan pelbagai teknik kimpalan.

Jenis A- Digunakan di mana terdapat ruang kepala yang mencukupi. Ketinggian khusus adalah wajar. Jenis B- Digunakan di mana ruang kepala terhad. Lampiran kepala adalah satu lug. Jenis C- Digunakan di mana ruang kepala terhad. Lampiran kepala adalah sebelah menyebelah

Spesifikasi ASTM Antarabangsa untuk tiub keluli menyenaraikan keperluan standard untuk dandang dan tiub pemanas super, tiub perkhidmatan am, tiub keluli dalam perkhidmatan penapisan, penukar haba dan tiub pemeluwap, tiub mekanikal dan struktur.
