
Tubo de aço LSAW (Tubo de soldagem por arco submerso longitudinalmente)

Tubo de aço LSAW (Tubo de soldagem por arco submerso longitudinalmente)
UOE VÁRIOS TUBOS
Diâmetro externo:Φ508mm- 1118milímetros (20″- 44″)
Espessura da Parede: 6.0-25.4mm 1/4″-1″
Padrões de Qualidade: API、DNV、ISO、DEP、EN、ASTM、DE、Bobagem、ELE、GB、CSA
Comprimento: 9-12.3eu (30′- 40′)
Notas: API 5L A-X90,GB/T9711 L190-L625
JCOE VÁRIOS TUBOS
Diâmetro externo:Φ406mm- 1626milímetros (16″ – 64″ )
Espessura da Parede:6.0- 75milímetros (1/4″ – 3″ )
Padrões de Qualidade:API、DNV、ISO、DEP、EN、ASTM、DE、Bobagem、ELE、GB、CSA
Comprimento:3-12.5eu ( 10′- 41′ )
Notas:API 5L A-X100, GB/T9711 L190-L690
APLICAÇÕES DE TUBO LSAW
CONSTRUÇÃO CIVIL:
Tubulações estruturais para estádios, pontes e edifícios.
ITENS ESPECIAIS:
Tubos mãe para curvas, tubos para instalações coletoras de lesmas (incluindo HIC & SSC). Elementos tubulares pré-fabricados prontos para serem montados no canteiro de obras.
PLANTAS TERRESTRES:
Tubos processados para a indústria petroquímica, plantas de tratamento de petróleo e gás, usinas e reatores, refinarias de petróleo e gás, e terminais de GNL.
ESTRUTURAS OFFSHORE:
Tubos, pilhas, latas e cones para jaquetas de plataformas offshore. Topsides e jaquetas de fundação para parques eólicos.
Tubos de aço soldados longitudinalmente são usados em oleodutos e gasodutos onshore e offshore que exigem serviços críticos, alto desempenho e tolerâncias restritas. Os tubos LSAW também são usados no transporte de produtos inflamáveis & líquidos não inflamáveis, e como membros estruturais em projetos de construção.
Tolerância do diâmetro externo e espessura da parede
| Tipos | Padrão | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Desvio de diâmetro externo da extremidade do tubo | ±0,5%D | ±0,5%D | -0.79mm~+2,38mm | <±0,1%T | <±0,1%T | ± 1,6 mm |
| Espessura da parede | ±10,0%T | D<508milímetros, ±12,5%T | -8%T~+19,5%T | <-12.5%T | -8%T~+19,5%T | 5.0milímetros<t<15.0milímetros, ±0,11<=”” p =””></t<15.0milímetros,> |
| D>508milímetros, ±10,0%T | T≥15,0mm, ± 1,5 mm | |||||
Composição Química e Propriedades Mecânicas do Tubo de Aço LSAW
| Padrão | Nota | Composição Química(máx.)% | Propriedades Mecânicas(min) | |||||
| C | Mn | E | S | P | Força de rendimento
(MPa) |
Resistência à tracção
(MPa) |
||
| GB/T700-2006 | UM | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | UM | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS En10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| DE 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| APENAS G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | UM | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
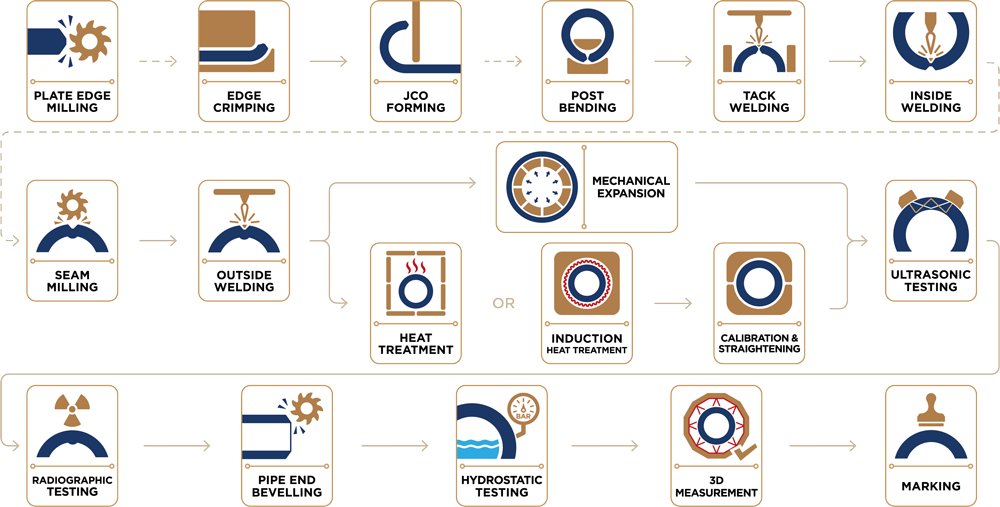
SERRA ( Tubos Soldados )Processo de fabricação
UOE é um método usado para produção de tubos de grande diâmetro soldados longitudinalmente. As arestas longitudinais das placas de aço são primeiro chanfradas usando equipamento de fresagem de metal duro. As placas chanfradas são então formadas em forma de U usando uma prensa em U e posteriormente em forma de O usando uma prensa em O.
As bordas longitudinais das placas são então soldadas por pontos, seguidas por soldas internas e externas.
Os tubos fabricados por este processo são submetidos à operação de expansão para aliviar tensões internas e obter uma tolerância dimensional perfeita.
Depois que os tubos são transportados para expansão a frio, testes hidrostáticos e inspeção NDT, os tubos serão submetidos a inspeção final para conformidade com os requisitos do cliente.
Desde o controle de entrada até a fase de inspeção final; todo o processo é monitorado e suportado por sistema informatizado. A rastreabilidade é alcançada por meio de controles de entrada e códigos de barras em linhas de produção inteiras.
Fluxo de Produção
Faixa de produção
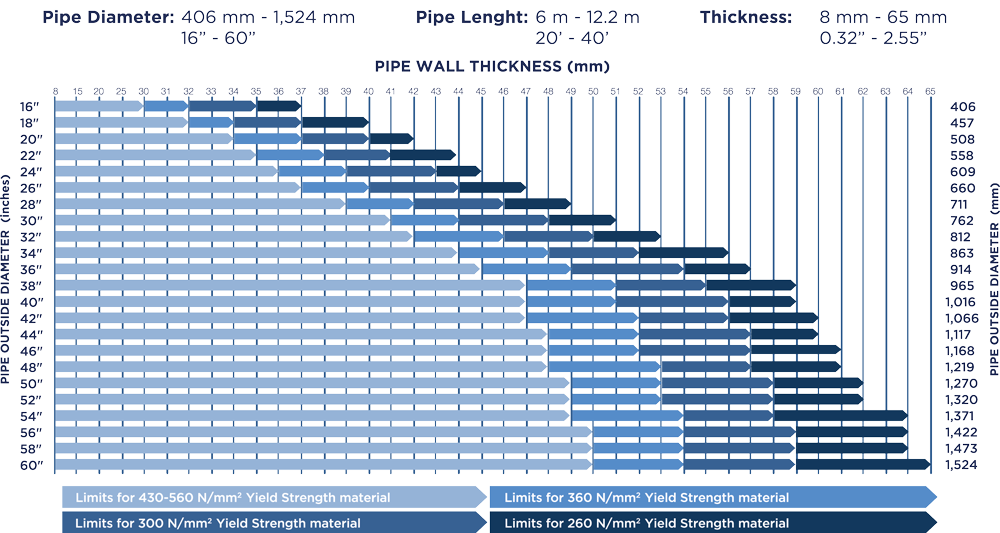
- Diâmetro do tubo : 406 milímetros – 1,524 milímetros (16” – 60”)
- Comprimento do tuboo : 6 eu – 12.2 eu (20” – 40”)
- Grossura : 8 milímetros – 65 milímetros (0.32″ – 2.55″)
VISÃO DO EQUIPAMENTO DA EMPRESA


Oxy – Máquinas de corte a plasma
Máquina pré-dobra
Máquina dobradeira de prensa
Máquina dobradeira de rolo
Máquina de solda por pontos
Máquinas LSAW internas
Fresadora
Máquinas LSAW externas
Portais de soldagem
Máquina retificadora
Prensa de dimensionamento
Tratamento térmico pós-soldagem
Máquinas de chanfro final
Máquinas de corte de tubos
UT automático
Bunker RX
Máquina de hidroteste
Inspeção dimensional automática
Tubos de aço LSAW, seja produzido através da UOE, JCOE (Dobra de imprensa), ou JCOE (Dobragem de rolo) métodos, são essenciais para diversas aplicações industriais devido à sua alta resistência, precisão dimensional, e conformidade com vários padrões internacionais. Cada processo de fabricação tem suas vantagens exclusivas, tornando esses tubos adequados para o transporte de fluidos e gases, bem como para uso em projetos estruturais e de engenharia.

Os tubos DSAW são uma excelente escolha para aplicações exigentes devido à sua precisão de fabricação, força, e versatilidade. Seja reto ou soldado em espiral, esses tubos atendem aos rigorosos padrões da indústria e são uma solução confiável para o transporte de fluidos e gases sob alta pressão.

Os tubos de aço ASTM A53 LSAW são uma escolha confiável para diversas aplicações industriais devido à sua resistência, durabilidade, e processo de fabricação de alta qualidade. Seja usado no transporte de fluidos, projetos estruturais, ou sistemas mecânicos, esses tubos oferecem excelente desempenho e confiabilidade a longo prazo.
Os tubos de aço ASTM A252 LSAW e DSAW são excelentes opções para estacas de fundações e suportes estruturais devido à sua resistência, durabilidade, e processos de fabricação de alta qualidade.
EN 10219 Os tubos de aço LSAW e DSAW são essenciais em diversas aplicações estruturais e de engenharia devido à sua alta resistência, durabilidade, e processos de fabricação precisos. Esses tubos proporcionam desempenho confiável em ambientes exigentes, tornando-os uma excelente escolha para construção, infraestrutura, e aplicações mecânicas.

Os tubos de aço SAWL são uma escolha confiável para aplicações estruturais e de alta pressão devido à sua forte, soldas longitudinais contínuas e versatilidade na fabricação. Ao selecionar esses tubos, é essencial considerar os requisitos específicos do seu projeto, incluindo as pressões envolvidas e as condições ambientais, para garantir a integridade e longevidade do sistema de dutos.
