
Стальная труба LSAW (Труба для продольной дуговой сварки под флюсом)

Стальная труба LSAW (Труба для продольной дуговой сварки под флюсом)
UOE НЕСКОЛЬКО ТРУБ
Внешний диаметр:Φ508 мм- 1118мм (20″- 44″)
Толщина стены: 6.0-25.4мм 1/4″-1″
Стандарты качества: API、ДНВ、ИСО、ДЭП、В、АСТМ、ОТ、БС、ОН、ГБ、CSA
Длина: 9-12.3м (30′- 40′)
Оценки: API 5L A-X90, ГБ/T9711 L190-L625
JCOE НЕСКОЛЬКО ТРУБ
Внешний диаметр:Φ406 мм- 1626мм (16″ – 64″ )
Толщина стены:6.0- 75мм (1/4″ – 3″ )
Стандарты качества:API、ДНВ、ИСО、ДЭП、В、АСТМ、ОТ、БС、ОН、ГБ、CSA
Длина:3-12.5м ( 10′- 41′ )
Оценки:API 5L A-X100, ГБ/T9711 L190-L690
ПРИМЕНЕНИЕ ТРУБ LSAW
ГРАЖДАНСКОЕ СТРОИТЕЛЬСТВО:
Структурные трубы для стадионов, мосты и здания.
СПЕЦИАЛЬНЫЕ ПРЕДМЕТЫ:
Материнские трубы для изгибов, трубы для слизневых сооружений (включая HIC & ССК). Сборные трубчатые элементы, готовые к сборке на строительной площадке.
НАБЕРЕЖНЫЕ УСТАНОВКИ:
Трубы обработанные для нефтехимической промышленности, установки подготовки нефти и газа, электростанции и реакторы, нефте- и газоперерабатывающие заводы, и терминалы СПГ.
МОРСКИЕ СТРУКТУРЫ:
Трубы, сваи, банки и конусы для кожухов морских платформ. Верхние строения и фундаменты для ветряных электростанций.
Стальные прямошовные трубы используются в наземных и морских нефтегазопроводах, требующих ответственного обслуживания., высокая производительность и жесткие допуски. Трубы LSAW также используются для транспортировки легковоспламеняющихся веществ. & негорючие жидкости, и в качестве структурных членов в строительных проектах.
Допуск наружного диаметра и толщины стенки
| Типы | Стандартный | |||||
| СИ/Т5040-2000 | СИ/Т5037-2000 | SY/T9711.1-1977 | АСТМ А252 | АВВА C200-97 | API 5L PSL1 | |
| Отклонение наружного диаметра конца трубы | ±0,5%Д | ±0,5%Д | -0.79мм~+2,38 мм | <±0,1%Т | <±0,1%Т | ±1,6 мм |
| Толщина стенки | ±10,0%Т | Д<508мм, ±12,5%Т | -8%Т~+19,5%Т | <-12.5%Т | -8%Т~+19,5%Т | 5.0мм<t<15.0мм, ±0,11<=”” р=””></t<15.0мм,> |
| Д>508мм, ±10,0%Т | Т≥15,0 мм, ±1,5 мм | |||||
Химический состав и механические свойства стальных труб LSAW
| Стандартный | Оценка | Химический состав(Макс)% | Механические свойства(мин) | |||||
| С | Мин. | И | С | П | Предел текучести
(МПа) |
Предел прочности
(МПа) |
||
| ГБ/Т700-2006 | А | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| Б | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| С | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| Д | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| ГБ/Т1591-2009 | А | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| Б | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| С | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| БС EN10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| ОТ 17100 | СТ37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| СТ44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| СТ52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| ПРОСТО G3101 | СС400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| СС490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | А | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| Б | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| х42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| х46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| Х52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| Х56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| Х60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| х65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| Х70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
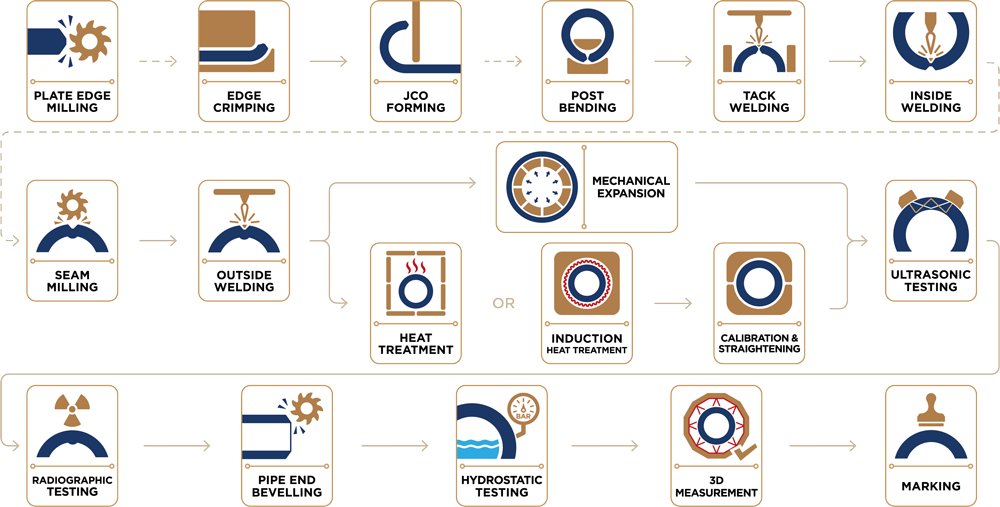
ПИЛА ( Сварные трубы )Производственный процесс
UOE – метод, используемый для производства прямошовных труб большого диаметра.. Продольные кромки стальных пластин сначала скашиваются с помощью твердосплавного фрезерного оборудования.. Затем скошенным пластинам придают форму U с помощью U-пресса, а затем форму O с помощью O-пресса..
Затем продольные кромки пластин прихватываются прихватками с последующей внутренней и внешней сваркой..
Трубы, изготовленные этим процессом, подвергаются расширению для снятия внутренних напряжений и получения идеального допуска по размерам..
После того, как трубы передаются на холодное расширение, гидростатические испытания и неразрушающий контроль, трубы пройдут финальную проверку на соответствие требованиям заказчика.
Начиная от входного контроля и заканчивая этапом финальной проверки; Весь процесс контролируется и поддерживается компьютеризированной системой. Отслеживаемость достигается за счет входного контроля и штрих-кодов на всех производственных линиях..
Производственный поток
Производственный диапазон
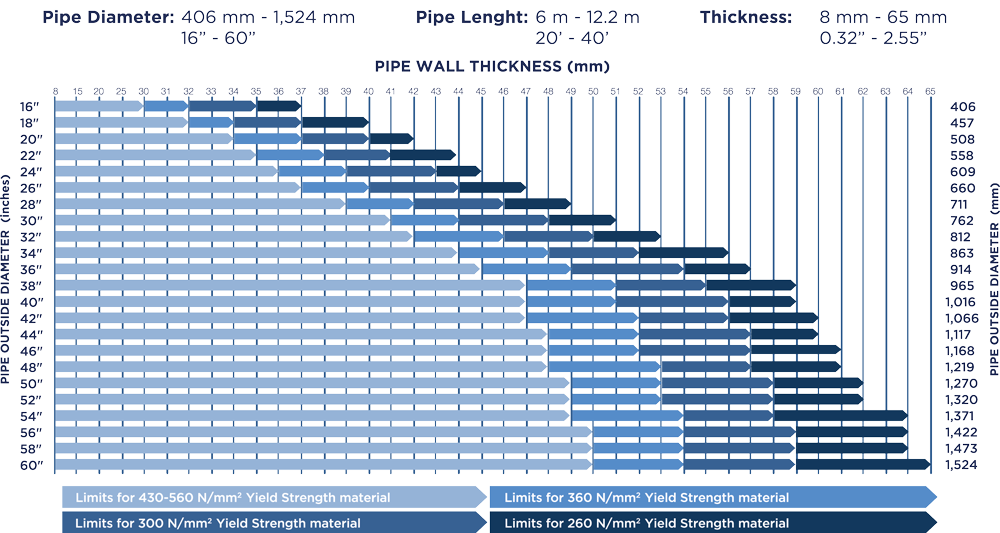
- Диаметр трубы : 406 мм – 1,524 мм (16” – 60”)
- Труба Ленгй : 6 м – 12.2 м (20” – 40”)
- Толщина : 8 мм – 65 мм (0.32″ – 2.55″)
ОБОРУДОВАНИЕ КОМПАНИИ


Oxy – Машины плазменной резки
Предварительная гибочная машина
Пресс-гибочный станок
Машина для гибки валков
Прихваточный сварочный аппарат
Внутренние станки LSAW
Фрезерный станок
Внешние станки LSAW
Сварочные порталы
Шлифовальный станок
Калибровочный пресс
Послесварочная термообработка
Машины для снятия фасок
Машины для резки труб
АвтоматическийUT
Бункер RX
Гидроиспытательная машина
Автоматический контроль размеров
Стальные трубы LSAW, производится ли через UOE, JCOE (Пресс Гибка), или JCOE (Гибка рулонов) методы, являются неотъемлемой частью различных промышленных применений благодаря своей высокой прочности., точность размеров, и соответствие многочисленным международным стандартам. Каждый производственный процесс имеет свои уникальные преимущества, делая эти трубы пригодными для транспортировки жидкостей и газов, а также для использования в строительных и инженерных проектах.

Трубы DSAW являются отличным выбором для требовательных применений благодаря точности изготовления., сила, и универсальность. Прямая или спиральная сварка, эти трубы соответствуют строгим отраслевым стандартам и являются надежным решением для транспортировки жидкостей и газов под высоким давлением..

Стальные трубы ASTM A53 LSAW являются надежным выбором для различного промышленного применения благодаря своей прочности., долговечность, и качественный производственный процесс. Используется ли при транспортировке жидкостей, структурные проекты, или механические системы, эти трубы обеспечивают превосходную производительность и долгосрочную надежность..
Стальные трубы ASTM A252 LSAW и DSAW являются отличным выбором для свайных фундаментов и опор конструкций благодаря своей прочности., долговечность, и высококачественные производственные процессы.
В 10219 Стальные трубы LSAW и DSAW незаменимы в различных строительных и инженерных решениях из-за их высокой прочности., долговечность, и точные производственные процессы. Эти трубы обеспечивают надежную работу в сложных условиях., что делает их отличным выбором для строительства, инфраструктура, и механические применения.

Стальные трубы SAWL являются надежным выбором для применения в условиях высокого давления и в строительных конструкциях благодаря своей прочной конструкции., непрерывные продольные сварные швы и универсальность в производстве. При выборе этих труб, важно учитывать конкретные требования вашего проекта, включая сопутствующие нагрузки и условия окружающей среды, обеспечить целостность и долговечность трубопроводной системы.
