
Технология

Abstract: The effect of tempering temperature after quenching at 920 ℃ on the microstructure and mechanical properties of a deep well oil casing steel was studied with the help of optical microscope (OM), scanning electron microscope (SEM), tensile testing machine and other equipment. The results show that the test steel is tempered at 500-600 ℃ to obtain tempered troostite, which has high strength, plasticity and toughness. The fluctuation range of strength-plasticity product is 20.5-22.1 GPa·%, and the fluctuation range of impact absorption energy is 94.6-100.3 Дж. When the tempering temperature is 550 ℃, the deep well oil casing test steel has the best comprehensive mechanical properties. At this time, the tensile strength is 978 МПа, Сила урожайности 935 МПа, the strength-plasticity product is 22.1 GPa·%, and the impact absorption energy is 100.3 Дж. Ключевые слова: oil casing steel; tempering temperature; microstructure; механические свойства

Толстостенные стальные трубы с толстостенными, производится с помощью передовых процессов, таких как горячий пирсинг и термообработка, Предложить исключительную силу и надежность. Международные оценки от EN (например, 34КрМо4) и astm (например, А519 4140) Наряду со стандартами GB удовлетворяют разнообразные потребности, от гидравлических цилиндров до энергетической инфраструктуры, обеспечение производительности под высоким давлением и стрессом.

Для гидравлических цилиндров высокого давления, бесшовные стальные трубы, такие как ST52 (Е355), САЭ 4140 (42ХромМо), 37Мин., и 34CRMO4 широко используются, придерживаться таких стандартов, как DIN 2391, АСТМ А519, и ГБ 18248. Эти оценки предлагают необходимую силу, прочность, и точность для обеспечения безопасности и производительности под экстремальным давлением. Выбор зависит от конкретных требований давления, условия окружающей среды, и производственные процессы, такие как оттачивание или термообработка.

Сварка трубопроводов UNS N08825 требует целостного подхода, интегрирующего материальную науку, Процесс инженерия, и строгий контроль качества. Оптимизируя параметры TIG/MIG/SMAW, смягчающие дефекты с помощью обработки до/после прохождения, и придерживаться международных стандартов, Промышленности могут использовать полный потенциал сплава в коррозийной и высокотемпературной среде. Непрерывные достижения в области сварки обещают повысить эффективность и надежность для будущих приложений.

Сварка 625 и P22 требует тщательного контроля термических градиентов, Выбор наполнителя, и пост-протекание лечения для устранения металлургической несовместимости. Отраслевые стандарты и передовые процессы (например, Эмбальный, Лазерная сварка) повысить надежность в критических приложениях. Непрерывные инновации в сварной технологии будут еще больше оптимизировать эти разнородные суставы для экстремальных средств.

Через сварочную практику более чем 400 Порты дина в разделе газификации устройства синтеза аммиака Liuguo Химический аммиак, Показано, что вышеуказанный процесс сварки может полностью обеспечить качество сварки. Судя по результату прохождения скорости 96%, этого достаточно. Докажите это.

Подводить итоги, Технология обработки поверхности Nickel 200 включает в себя такие методы, как маринование, Яркие отжига и полировки поверхности. Эти технологии имеют свои уникальные преимущества и возможности для улучшения в различных сценариях применения.
Выбор между INCONEL® X-750 (США N07750) и никелевый сплав 600 в значительной степени зависит от конкретных требований приложения: Выберите Inconel X-750 для высокого стресса, высокотемпературные применения, где механическая прочность, устойчивость к усталости, и сопротивление ползучести является критическим (например, аэрокосмический, ядерный, и газовые турбины). Выберите никелевый сплав 600 Для универсальной коррозионной сопротивления в приложениях общего назначения или где изготовление и экономическая эффективность важнее (например, химическая обработка, морской, и теплообменники).

Hastelloy C-276 выделяется как один из самых универсальных и коррозионных сплавов, доступных сегодня. Его уникальные свойства делают его незаменимым в отраслях, где производительность и надежность имеют первостепенное значение. От сопротивления агрессивных кислот в химических растениях до переживания суровых условий морской среды, Hastelloy C-276 доказал свою стоимость снова и снова. В то время как его высокая стоимость и проблемы с изготовлением могут создать ограничения, Преимущества, которые он предлагает намного перевешивает эти недостатки для критических приложений. Поскольку глобальные отрасли продолжают раздвигать границы инноваций, Hastelloy C-276 останется краеугольным материалом для требовательных средств, обеспечение безопасности, эффективность, и долговечность на долгие годы.

Анализ CFD потока воды внутри локтевых труб задница показывает, что труба колена с нормальной кратой превосходит трубу с острыми краями в терминах эффективности потока, потребление энергии, и структурная целостность. Ключевые выводы включают в себя:

При выборе между бесшовными и сварными трубами сплавных сплавов с высоким содержанием никеля, Рассмотрим такие факторы, как требования к давлению, коррозионная стойкость, расходы, и доступность размера, чтобы убедиться, что вы выбираете правильный тип трубы для вашего проекта. Для получения дополнительной информации или помощи при выборе правильной трубы, Проконсультируйтесь с специалистом или поставщиком материалов, который может помочь вам в процессе принятия решений.

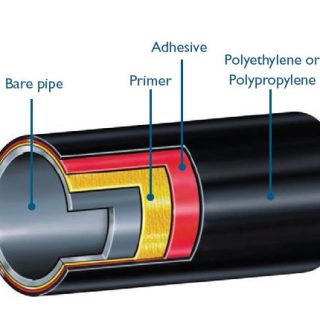
Как 3LPP, так и 3PE покрытия обеспечивают отличную защиту для стальных трубопроводов, но они предназначены для различных условий работы. 3LPP покрытия, с их высокотемпературным сопротивлением и превосходной механической прочностью, идеально подходят для трубопроводов в суровых условиях или тех, кто транспортирует горячие жидкости. С другой стороны, 3ПЭ покрытия, с их экономической эффективностью и хорошей гибкостью, лучше подходят для трубопроводов в умеренных средах, где температура и механическое напряжение ниже.

Сварные соединения труб из легированной стали ASTM A335 P5 подвержены различным формам коррозии., особенно в суровых условиях. Процесс сварки, зона термического влияния, и послесварочная термообработка играют решающую роль в определении коррозионного поведения материала.. Используя правильные методы сварки.,
Следуя этим рекомендациям, операторы могут эффективно контролировать целостность корродированных труб, обеспечение непрерывной безопасной работы в сложных условиях.

Рынок обсадных труб готов к росту и трансформации, поскольку он адаптируется к меняющимся потребностям отрасли и технологическим достижениям.. Хотя такие проблемы, как волатильность цен на сырье и сбои в цепочках поставок, сохраняются., устойчивость рынка и инновационный потенциал открывают значительные возможности для роста. По мере приближения 2025, акцент на устойчивом развитии, умные технологии, и современные материалы будут определять будущее рынка обсадных труб, обеспечение его постоянной актуальности и вклада в глобальный энергетический ландшафт.

Технология соединения обсадных труб – важнейшая составляющая строительства скважины, обеспечение безопасной и эффективной эксплуатации нефтяных и газовых скважин. От традиционных резьбовых и сварных соединений до передовых механических и интеллектуальных технологий., отрасль продолжает внедрять инновации, чтобы удовлетворить требования все более сложных условий. Путем выбора подходящей технологии подключения и соблюдения лучших практик, операторы могут оптимизировать производительность скважины, повысить безопасность, и продлить срок службы своих скважин.

Этапы бурения, корпус, и насосно-компрессорные трубы являются неотъемлемой частью успешной разработки нефтяной или газовой скважины.. Каждый этап требует тщательного планирования, точное исполнение, и соблюдение стандартов безопасности и экологии. Понимая и эффективно управляя этими этапами, операторы могут оптимизировать производство, минимизировать риски, и обеспечить долговечность скважины. По мере развития технологий, новые методы и материалы продолжают повышать эффективность и безопасность этих операций., вклад в постоянное развитие нефтегазовой отрасли.

Повреждение обсадных труб создает серьезные проблемы для целостности и эффективности скважин.. Понимание причин повреждений и использование соответствующих технологий ремонта имеют важное значение для обеспечения безопасной и эффективной работы.. От коррозии и механических воздействий до сейсмической активности и абразивного износа, различные факторы могут способствовать повреждению корпуса. Используя сочетание традиционных методов ремонта и передовых технологий., операторы могут эффективно решить эти проблемы и продлить срок службы своих скважин.. Кроме того, внедрение превентивных мер и передового опыта может помочь минимизировать риск ущерба и обеспечить дальнейший успех эксплуатации скважин.. Поскольку технологии продолжают развиваться, новые решения и материалы еще больше улучшат возможности предотвращения и ремонта повреждений обсадных труб скважин., вклад в устойчивое развитие и безопасность нефтегазовой отрасли.
В итоге, при этом как покрытие, так и футеровка необходимы для защиты трубопроводов, они служат разным целям и применяются в разных контекстах. Покрытие ориентировано на внешнюю защиту., защита труб от факторов окружающей среды, в то время как подкладка обеспечивает внутреннюю защиту, защита труб от веществ, которые они несут. Оба процесса предлагают значительные преимущества, включая коррозионную стойкость, повышенная эффективность потока, и увеличенный срок службы. Поскольку технологии продолжают развиваться, Ожидается, что эффективность и устойчивость методов нанесения покрытий и футеровок повысятся., обеспечение постоянной надежности и безопасности трубопроводных систем в различных отраслях промышленности.

На конструкцию прикладного давления для химических трубопроводов влияет сочетание химических свойств, Требования к расходу, потери на трение, выбор материала, и условия окружающей среды. Тщательно учитывая эти факторы, инженеры могут обеспечить безопасную и эффективную транспортировку химических веществ, минимизация рисков и сохранение целостности трубопровода.

Другая основная причина, по которой горячее цинкование обеспечивает лучшую защиту от коррозии, заключается в том, что покрытие наносится в процессе изготовления до установки стали.. Это означает, что любые участки, порезанные или поврежденные во время установки, по-прежнему будут иметь защитное покрытие.. Другие способы цинкования, как предварительное цинкование, покрыть сталь перед ее резкой и изготовлением. Это делает любые области, порезанные или поврежденные во время установки, уязвимыми для ржавчины и коррозии..

В международных спецификациях ASTM для стальных труб перечислены стандартные требования к трубам котлов и пароперегревателей., общие сервисные трубы, стальные трубы на нефтеперерабатывающих заводах, трубки теплообменника и конденсатора, механические и структурные трубы.

Тип А- Используется там, где имеется достаточно места для головы.. Желательна определенная высота. Тип Б- Используется там, где высота ограничена.. Головное крепление представляет собой одинарный выступ.. Тип С- Используется там, где высота ограничена.. Крепление головы расположено бок о бок.

Труба из углеродистой стали обладает высокой устойчивостью к ударам и вибрации, что делает ее идеальной для транспортировки воды., масло & газ и другие жидкости под дорогами. Dimensions Size: 1/8″ до 48″ / DN6 to DN1200 Thickness: Щ 20, СТД, 40, XS, 80, 120, 160, XXS Type: Seamless or welded pipe Surface: Праймер, Антикоррозийное масло, ФБЕ, 2ЧП, 3LPE Coated Material: АСТМ А106Б, А53, API 5Л Б, х42, х46, Х52, Х56, Х60, х65, X70 Service: Резка, Снятие фаски, Резьба, обработка канавок, Покрытие, Гальванизация
Бесшовные трубы производятся методом прошивки., где твердая заготовка нагревается и прошивается с образованием полой трубки. Сварные трубы, с другой стороны, образуются путем соединения двух кромок стальных пластин или рулонов с использованием различных методов сварки..

The 3 elements of pipe dimension Dimension Standards of carbon and stainless steel pipe (АСМЭ Б36.10М & Б36.19М) Таблица размеров труб (Расписание 40 & 80 стальная труба означает) Значение номинального размера трубы (НПС) и номинальный диаметр (DN) Таблица размеров стальных труб (Таблица размеров) Таблица весовых классов труб (ВГТ)

Бесшовная труба изготавливается методом экструзии металла до необходимой длины.; поэтому трубы ВПВ имеют сварное соединение в поперечном сечении, при этом бесшовная труба не имеет стыков в поперечном сечении по всей длине. В бесшовной трубе, не имеет сварки и соединений, изготавливается из цельных круглых заготовок..

ВПВ ЧЕРНЫЕ трубы. Электрическая сварка сопротивлением (ВПВ) Трубы производятся из горячекатаных рулонов. / разрезы. Все поступающие рулоны проверяются на основании сертификата испытаний, полученного от сталелитейного завода, на их химические и механические свойства.. Труба ERW подвергается холодной штамповке в цилиндрическую форму., не горячей штамповки.
