
ERW รอยท่อและกระบวนการผลิต

ข้อมูลจำเพาะของท่อเหล็ก ERW
มาตรฐาน: มาตรฐาน ASTM A53, มาตรฐาน ASTM A106, เอพีไอ 5 ลิตร, EN10210, EN10219,มาตรฐาน ASTM A178, มาตรฐาน ASTM A500/501, มาตรฐาน ASTM A691, มาตรฐาน ASTM A252, มาตรฐาน ASTM A672, EN 10217
เกรดเหล็ก: เกรดบี, X42-X80, S275JR, S275J0H, S275JRH, เอส355เจอาร์, S355J0H, S355JRH
ขนาด
ของ: 1/8 นิ้วถึง 24 นิ้ว
วท: สูงสุด 26.5 มม
ความยาว: ความยาวคงที่หรือความยาวแบบสุ่ม, สูงสุด 12 เมตร
| ท่อ ERW เส้นผ่านศูนย์กลางเล็ก | |||||||
| เส้นผ่านศูนย์กลางออก | ช 5 | ช 10 | ช 40 | ||||
| นิ้ว | มม | ความหนา | กก./ม | ความหนา | กก./ม | ความหนา | กก./ม |
| 1/2″ | 21.3 | 1.65 | 0.81 | 2.11 | 1.01 | 2.77 | 1.29 |
| 3/4″ | 26.7 | 1.65 | 1.03 | 2.11 | 1.30 | 2.87 | 1.71 |
| 1″ | 33.4 | 1.65 | 1.31 | 2.77 | 2.12 | 3.38 | 2.54 |
| 1 1/4″ | 42.2 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 1 1/2″ | 48.3 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 2″ | 60.3 | 1.65 | 2.42 | 2.77 | 3.98 | 4.81 | 5.31 |
| 3″ | 88.9 | 2.11 | 4.58 | 3.05 | 6.54 | 5.49 | 11.45 |
| 3 1/2″ | 101.6 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 4″ | 114.3 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 5″ | 141.3 | 2.77 | 9.50 | 3.40 | 11.74 | 6.55 | 22.10 |
| 6″ | 168.3 | 2.77 | 11.47 | 3.40 | 14.04 | 7.11 | 28.68 |
| 8″ | 219.1 | 2.77 | 14.99 | 3.76 | 20.25 | 8.18 | 43.16 |
| ท่อ ERW เส้นผ่านศูนย์กลางใหญ่ | |||||||||||||||||||
| ของ | วท | ||||||||||||||||||
| นิ้ว | มม | 8 5/8″ | 219.1
มม |
10 3/4″ | 273.1
มม |
12 3/4″ | 325.0
มม |
14″ | 355.6
มม |
16″ | 406.4
มม |
18″ | 457.7
มม |
20″ | 508.0
มม |
24″ | 610
มม |
24 4/5″ | 630.0
มม |
| 0.157 | 4.0 | —- | — | ||||||||||||||||
| 0.197 | 5.0 | — | — | — | — | — | — | — | — | ||||||||||
| 0.236 | 6.0 | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
| 0.276 | 7.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.315 | 8.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
| 0.354 | 9.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
| 0.394 | 10.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.133 | 11.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.492 | 12.5 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.551 | 14.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.630 | 16.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.689 | 17.5 | — | — | — | — | — | — | — | — | — | — | ||||||||
| 0.748 | 19.0 | — | — | — | — | — | — | — | — | ||||||||||
| 0.787 | 20.0 | — | — | — | — | — | — | ||||||||||||
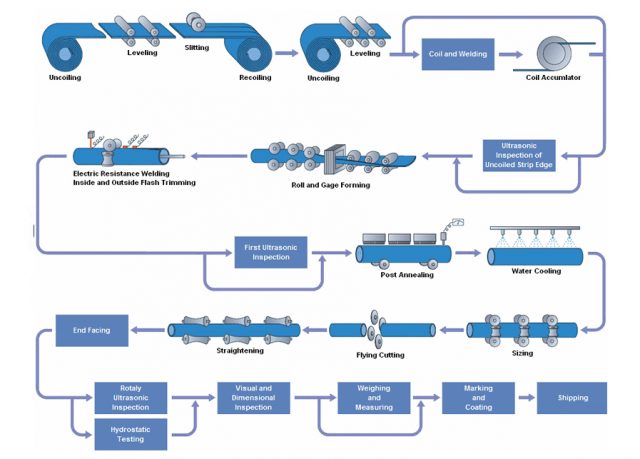
กระบวนการผลิตท่อเชื่อม
ในการเชื่อม ERW, อิเล็กโทรดสองตัว, มักทำจากทองแดง, ใช้สำหรับจ่ายแรงดันและกระแส. อิเล็กโทรดมีรูปทรงเป็นแผ่นดิสก์และหมุนเมื่อวัสดุเคลื่อนผ่านระหว่างอิเล็กโทรด. ช่วยให้อิเล็กโทรดสัมผัสกับวัสดุอย่างต่อเนื่องเพื่อให้เกิดการเชื่อมต่อเนื่องยาวนาน.
หม้อแปลงเชื่อมจ่ายแรงดันไฟฟ้าต่ำ, ไฟ AC กระแสสูง. ข้อต่อของท่อมีความต้านทานไฟฟ้าสูงเมื่อเทียบกับส่วนที่เหลือของวงจร และถูกให้ความร้อนจนถึงจุดหลอมเหลวโดยกระแสไฟฟ้า. พื้นผิวกึ่งหลอมเหลวถูกกดทับด้วยแรงที่ทำให้เกิดพันธะฟิวชัน, ส่งผลให้มีโครงสร้างเชื่อมที่สม่ำเสมอ.

วิธีบำบัดความร้อนของท่อเหล็กคาร์บอนและโลหะผสม
วิธีการบำบัดความร้อนสำหรับท่อเหล็กคาร์บอนและโลหะผสมประกอบด้วย 4 ประเภทส่วนใหญ่:
การทำให้เป็นมาตรฐาน, การหลอม, การดับและการแบ่งเบาบรรเทา.
จะปรับปรุงคุณสมบัติทางกลของวัสดุเหล็ก, องค์ประกอบทางเคมีสม่ำเสมอ, และความสามารถในการแปรรูป. การอบชุบด้วยความร้อนสำหรับวัสดุโลหะที่เป็นเหล็กสามารถแบ่งได้เป็นการบำบัดความร้อนแบบรวม, การรักษาความร้อนพื้นผิวและการรักษาความร้อนด้วยสารเคมี. ท่อเหล็กโดยทั่วไปใช้การบำบัดความร้อนแบบรวม.
ประสิทธิภาพของวัสดุเหล็กส่วนใหญ่หมายถึงคุณสมบัติทางกล, คุณสมบัติทางกายภาพ, และประสิทธิภาพของกระบวนการ. การอบชุบด้วยความร้อนจะทำให้โครงสร้างทางโลหะวิทยาแตกต่างกันและประสิทธิภาพที่สอดคล้องกับท่อเหล็ก, จึงสามารถนำไปประยุกต์ใช้ในอุตสาหกรรมต่างๆ หรือบริการน้ำมันและก๊าซได้ดีขึ้น.
มีสองวิธีในการปรับปรุงคุณสมบัติของวัสดุเหล็ก. วิธีหนึ่งคือการปรับองค์ประกอบทางเคมี, เรียกว่าวิธีผสม. อีกวิธีหนึ่งคือการบำบัดด้วยความร้อน. ในด้านเทคโนโลยีอุตสาหกรรมสมัยใหม่, การรักษาความร้อนช่วยปรับปรุงประสิทธิภาพของท่อเหล็กที่ตำแหน่งที่โดดเด่น.
วัตถุประสงค์ของการบำบัดความร้อน
1. เครื่องทำความร้อน.
วัสดุเหล็กอาจถูกให้ความร้อนต่ำกว่าจุดวิกฤตหรือสูงกว่าจุดวิกฤติ. วิธีการทำความร้อนแบบเดิมสามารถทำให้โครงสร้างมีความเสถียรและขจัดความเครียดที่ตกค้างได้. วิธีหลังสามารถทำให้วัสดุมีการออสเทนไนซ์ได้. การออสเทนไนซ์คือการให้ความร้อนแก่โลหะเหล็กเหนืออุณหภูมิวิกฤติเป็นเวลานานพอสมควร, จึงสามารถเปลี่ยนแปลงได้. หากมีการดับตามมาหลังจากออสเตไนติ้ง, จากนั้นวัสดุก็จะแข็งตัว. การชุบแข็งจะใช้เวลาเร็วพอที่จะเปลี่ยนออสเทนไนต์เป็นมาร์เทนไซต์. เมื่อถึงอุณหภูมิออสเทนไนต์แล้ว, โครงสร้างจุลภาคที่เหมาะสมและมีความแข็งเต็มที่, วัสดุท่อเหล็กจะได้มาในกระบวนการบำบัดความร้อนต่อไป.
2. เก็บรักษาความร้อน.
วัตถุประสงค์ของการเก็บรักษาความร้อนคือเพื่อให้อุณหภูมิความร้อนของวัสดุเหล็กสม่ำเสมอ, จากนั้นจะได้รับองค์กรทำความร้อนที่เหมาะสม.
3. ระบายความร้อน
กระบวนการทำความเย็นเป็นกระบวนการสำคัญในการรักษาความร้อน, กำหนดคุณสมบัติทางกลของท่อเหล็กหลังกระบวนการทำความเย็น.
วิธีการบำบัดความร้อนหลักสี่วิธีในอุตสาหกรรมท่อเหล็กคาร์บอนและโลหะผสม กระบวนการบำบัดความร้อนสำหรับท่อเหล็กรวมถึงการทำให้เป็นมาตรฐาน, การหลอม, การแบ่งเบาบรรเทา, การดับและกระบวนการอื่น ๆ.
การทำให้เป็นมาตรฐาน
การทำความร้อนท่อเหล็กให้สูงกว่าอุณหภูมิวิกฤต, และเย็นตัวลงกลางอากาศ.
ผ่านการทำให้เป็นมาตรฐาน, สามารถบรรเทาความเครียดของวัสดุเหล็กได้, เพิ่มความเหนียวและความเหนียวให้กับกระบวนการทำงานเย็น. การทำให้เป็นมาตรฐานมักใช้กับวัสดุท่อเหล็กคาร์บอนและโลหะผสมต่ำ. จะทำให้เกิดโครงสร้างโลหะที่แตกต่างกัน, เพิร์ลไลท์, เบนไนท์, มาร์เทนไซต์บางชนิด. ซึ่งนำวัสดุเหล็กที่แข็งและแข็งแรงขึ้น, และความเหนียวน้อยกว่าวัสดุอบอ่อนแบบเต็ม.
การหลอม
การทำความร้อนวัสดุให้อยู่เหนืออุณหภูมิวิกฤตนานเพียงพอจนกระทั่งโครงสร้างจุลภาคเปลี่ยนเป็นออสเทนไนต์. แล้วค่อยระบายความร้อนในเตา, รับการเปลี่ยนแปลงสูงสุดของเฟอร์ไรต์และเพิร์ลไลต์.
การหลอมจะขจัดข้อบกพร่อง, ทำให้องค์ประกอบทางเคมีและเมล็ดละเอียดสม่ำเสมอ. กระบวนการนี้มักใช้กับคาร์บอนสูง, ท่อเหล็กโลหะผสมและโลหะผสมต่ำจำเป็นต้องลดความแข็งและความแข็งแรง, ปรับแต่งโครงสร้างคริสตัล, ปรับปรุงความเป็นพลาสติก, ความเหนียว, ความเหนียวและการแปรรูป.
การดับ
ทำความร้อนวัสดุท่อเหล็กจนถึงอุณหภูมิวิกฤตจนกว่าการเปลี่ยนแปลงโครงสร้างจุลภาคจะเสร็จสิ้น, ระบายความร้อนในอัตราที่รวดเร็ว.
วัตถุประสงค์ในการดับคือเพื่อสร้างความเครียดจากความร้อนและความเครียดของเนื้อเยื่อ. มันสามารถกำจัดและปรับปรุงโดยการแบ่งเบาบรรเทา. การรวมกันของการดับและการแบ่งเบาบรรเทาสามารถทำให้ประสิทธิภาพที่ครอบคลุมดีขึ้น.
การแบ่งเบาบรรเทา
การทำความร้อนวัสดุเหล็กให้มีอุณหภูมิที่แม่นยำต่ำกว่าจุดวิกฤต, และมักทำกลางอากาศ, สุญญากาศหรือบรรยากาศเฉื่อย. มีการแบ่งเบาบรรเทาอุณหภูมิต่ำ 205 ถึง 595°F (400 ถึง 1105°F), อุณหภูมิปานกลางและการแบ่งเบาบรรเทาอุณหภูมิสูง (ถึง 700°C 1300°F).
วัตถุประสงค์ของการแบ่งเบาบรรเทาคือการเพิ่มความเหนียวของเหล็กและท่อเหล็กอัลลอยด์. ก่อนที่จะแบ่งเบาบรรเทา, เหล็กเหล่านี้แข็งมากแต่เปราะเกินไปสำหรับการใช้งานส่วนใหญ่. หลังจากกระบวนการสามารถปรับปรุงความเป็นพลาสติกและความเหนียวของท่อเหล็กได้, ลดหรือกำจัดความเค้นตกค้างและทำให้ขนาดของท่อเหล็กคงที่. นำคุณสมบัติทางกลที่ดีอย่างครอบคลุม, เพื่อไม่ให้เกิดการเปลี่ยนแปลงในการให้บริการ.
การบำบัดสารละลายสำหรับวัสดุท่อเหล็กอัลลอยด์
การทำความร้อนโลหะผสมให้มีอุณหภูมิที่เหมาะสม, เก็บรักษาไว้ที่อุณหภูมินี้นานพอที่จะทำให้หรือองค์ประกอบต่างๆ เปลี่ยนเป็นสารละลายของแข็งได้, จากนั้นทำให้เย็นลงในอัตราที่รวดเร็วเพื่อกักเก็บองค์ประกอบเหล่านี้ไว้ในสารละลาย.
มีโลหะผสมนิกเกิลแบบหล่อและขึ้นรูปหลายชนิดที่สามารถบรรลุประสิทธิภาพที่ต้องการที่แตกต่างกันผ่านการบำบัดสารละลายหรือโดยการชุบแข็งด้วยอายุการตกตะกอน. ลักษณะเป็นอุณหภูมิห้องและความแข็งแรงทางกลของอุณหภูมิที่สูงขึ้น, ความต้านทานการกัดกร่อนและความต้านทานต่อการเกิดออกซิเดชันจะเพิ่มขึ้นอย่างมีนัยสำคัญโดยการบำบัดความร้อนนี้. โลหะผสมที่มีนิกเกิลเป็นส่วนประกอบหลักหลายชนิดจะพัฒนาคุณสมบัติที่ต้องการโดยผ่านการบำบัดสารละลายเท่านั้น, เช่น ท่อเหล็ก Hastelloy และโลหะผสมนิกเกิล.
ระหว่างการรักษาสารละลาย, คาร์ไบด์และองค์ประกอบโลหะผสมต่างๆ จะถูกละลายอย่างสม่ำเสมอในออสเทนไนต์. การระบายความร้อนอย่างรวดเร็วจะทำให้องค์ประกอบคาร์บอนและโลหะผสมช้าเกินไปที่จะตกตะกอน, และได้รับกระบวนการอบชุบด้วยความร้อนของเนื้อเยื่อออสเทนไนต์เดี่ยว. การบำบัดด้วยสารละลายสามารถทำให้โครงสร้างภายในสม่ำเสมอและปุ๋ยหมักทางเคมี. นอกจากนี้ยังสามารถคืนความต้านทานการกัดกร่อนของท่อเหล็ก Hastelloy และโลหะผสมนิกเกิลได้อีกด้วย.

ท่อเหล็ก ERW(ท่อเชื่อมต้านทานไฟฟ้า), ท่อ A53 ERW, ERW Carbon Steel Pipe รายละเอียดสินค้าของ ERW ท่อเหล็ก Pipe End: ปลายสี่เหลี่ยม (ตัดตรง, เลื่อยตัด, และตัดคบเพลิง). หรือเอียงสำหรับการเชื่อม, เอียง, พื้นผิว: ทาน้ำมันเล็กน้อย, จุ่มร้อนชุบสังกะสี, สังกะสีด้วยไฟฟ้า, สีดำ, เปลือย, เคลือบวานิช/น้ำมันป้องกันสนิม, การเคลือบป้องกัน (อีพ็อกซี่ทาร์ถ่านหิน, อีพ็อกซี่บอนด์ฟิวชั่น, 3-ชั้นพีอี) การบรรจุ: ปลั๊กพลาสติกที่ปลายทั้งสองข้าง, มัดหกเหลี่ยมสูงสุด. 2,000กก. พร้อมเหล็กเส้นหลายเส้น, สองแท็กในแต่ละมัด, ห่อด้วยกระดาษกันน้ำ, ปลอกแขนพีวีซี, และผ้ากระสอบที่มีแถบเหล็กหลายเส้น, ฝาพลาสติก. ทดสอบ: การวิเคราะห์องค์ประกอบทางเคมี, คุณสมบัติทางกล (แรงดึงสูงสุด, ความแข็งแรงของผลผลิต, การยืดตัว), คุณสมบัติทางเทคนิค (การทดสอบการทำให้เรียบ, การทดสอบการดัด, การทดสอบความแข็ง, การทดสอบแรงกระแทก), การตรวจสอบขนาดภายนอก, การทดสอบอุทกสถิต, การทดสอบ NDT ( และการทดสอบ, การทดสอบ RT, ออกทดสอบ) สำหรับท่อ ERW Line สำหรับท่อ ERW สำหรับท่อโครงสร้าง ERW สำหรับแรงดันสูงและอุณหภูมิสูง

Abter เป็นผู้ผลิตและผู้จัดจำหน่ายท่อเหล็ก ERW ในประเทศจีน. ผลิตภัณฑ์หลักของเราได้แก่ ท่อเหล็กบอยเลอร์, 3ท่อเหล็กป้องกันการกัดกร่อน PE, ท่อหุ้มฉนวนไฟเบอร์กลาส, เพื่อชื่อไม่กี่. ผลิตภัณฑ์คุณภาพสูงทั้งหมดของเรานำเสนอในราคาที่แข่งขันได้. ท่อฉนวนโฟมการผลิตแบบครบวงจร, ท่อเหล็กสซอว์, ฯลฯ. สามารถทำได้ที่จีน, แม้แต่ในเมืองเดียว. ต้นทุนการผลิตที่ลดลงช่วยประหยัดต้นทุนการจัดซื้อของคุณ. ข้อมูลรายละเอียดของแต่ละผลิตภัณฑ์จะแสดงอยู่ในหน้าผลิตภัณฑ์ที่เกี่ยวข้อง.

ท่อเหล็ก ERW เป็นส่วนประกอบสำคัญในงานอุตสาหกรรมต่างๆ, มอบโซลูชันที่เชื่อถือได้และประหยัดสำหรับการขนส่งของเหลวและการใช้โครงสร้าง. ข้อมูลจำเพาะที่ให้ไว้ทำให้มั่นใจได้ว่าท่อเหล่านี้ตรงตามมาตรฐานอุตสาหกรรมที่เข้มงวดและข้อกำหนดของลูกค้า.
ท่อเหล็ก ERW และ HFW มีข้อดีและการใช้งานเฉพาะตัว. ท่อ ERW เหมาะสำหรับงานทั่วไปที่ต้องการความคุ้มค่าและความแข็งแรงเพียงพอ. ในทางตรงกันข้าม, ท่อ HFW เป็นที่ต้องการสำหรับการใช้งานที่ต้องการคุณภาพการเชื่อมที่เหนือกว่าและมีความแข็งแรงสูงกว่า, โดยเฉพาะในอุตสาหกรรมน้ำมันและก๊าซ และระบบขนส่งของเหลวแรงดันสูง. ทางเลือกระหว่าง ERW และ HFW จะขึ้นอยู่กับข้อกำหนดเฉพาะของโครงการ, รวมถึงความเครียดทางกลด้วย, สภาวะความดัน, และข้อจำกัดด้านงบประมาณ.

ท่อเหล็ก EFW เป็นตัวเลือกที่เชื่อถือได้สำหรับการใช้งานที่ต้องการเส้นผ่านศูนย์กลางขนาดใหญ่, ท่อที่มีความแข็งแรงสูงพร้อมความสมบูรณ์ในการเชื่อมที่ยอดเยี่ยม. กระบวนการผลิตทำให้มั่นใจในคุณภาพที่แข็งแกร่งและสม่ำเสมอ, ทำให้เหมาะสำหรับอุตสาหกรรมที่มีความต้องการสูง เช่น น้ำมันและก๊าซ, ปิโตรเคมี, และระบบประปาขนาดใหญ่. แม้ว่าอาจมีต้นทุนที่สูงกว่าเมื่อเทียบกับท่อ ERW และ HFW, คุณสมบัติทางกลที่เหนือกว่าและความสามารถในการรับมือกับสภาวะแรงดันสูงทำให้การใช้งานเหล่านี้ในการใช้งานที่สำคัญ.

ท่อเหล็ก HFI เป็นตัวเลือกที่เชื่อถือได้และมีประสิทธิภาพสำหรับการใช้งานที่หลากหลาย, ให้รอยเชื่อมคุณภาพสูงและขนาดสม่ำเสมอ. ความคุ้มค่าและความคล่องตัวทำให้เป็นตัวเลือกยอดนิยมในอุตสาหกรรมต่างๆ เช่น น้ำมันและก๊าซ, การก่อสร้าง, และยานยนต์.
