
ท่อเหล็ก LSAW (ท่อเชื่อมอาร์คจมอยู่ใต้น้ำตามยาว)

ท่อเหล็ก LSAW (ท่อเชื่อมอาร์คจมอยู่ใต้น้ำตามยาว)
UOE หลายท่อ
เส้นผ่านศูนย์กลางภายนอก:Φ508มม- 1118มม (20″- 44″)
ความหนาของผนัง: 6.0-25.4มม. 1/4″-1″
มาตรฐานคุณภาพ: เอพีไอ、ดีเอ็นวี、ไอเอสโอ、ธปท、EN、มาตรฐาน ASTM、จาก、วิทยาศาสตรบัณฑิต、เขา、กิกะไบต์、ซีเอสเอ
ความยาว: 9-12.3ม (30′- 40′)
เกรด: API 5L A-X90,GB/T9711 L190-L625
JCOE หลายท่อ
เส้นผ่านศูนย์กลางภายนอก:Φ406มม- 1626มม (16″ – 64″ )
ความหนาของผนัง:6.0- 75มม (1/4″ – 3″ )
มาตรฐานคุณภาพ:เอพีไอ、ดีเอ็นวี、ไอเอสโอ、ธปท、EN、มาตรฐาน ASTM、จาก、วิทยาศาสตรบัณฑิต、เขา、กิกะไบต์、ซีเอสเอ
ความยาว:3-12.5ม ( 10′- 41′ )
เกรด:API 5L A-X100, กิกะไบต์/T9711 L190-L690
การใช้งานท่อ LSAW
การก่อสร้างโยธา:
ท่อโครงสร้างสำหรับสนามกีฬา, สะพานและอาคาร.
รายการพิเศษ:
ท่อแม่สำหรับโค้ง, ท่อสำหรับสิ่งอำนวยความสะดวกจับทาก (รวมทั้งเอชไอซีด้วย & สสส). ชิ้นส่วนท่อสำเร็จรูปพร้อมประกอบที่ลานก่อสร้าง.
พืชบนบก:
ท่อแปรรูปสำหรับอุตสาหกรรมปิโตรเคมี, โรงงานบำบัดน้ำมันและก๊าซ, โรงไฟฟ้าและเครื่องปฏิกรณ์, โรงกลั่นน้ำมันและก๊าซ, และขั้ว LNG.
โครงสร้างนอกชายฝั่ง:
ท่อ, กอง, กระป๋องและกรวยสำหรับแจ็คเก็ตแพลตฟอร์มนอกชายฝั่ง. ท็อปไซด์และเสื้อรองพื้นสำหรับฟาร์มกังหันลม.
ท่อเหล็กเชื่อมตามยาวใช้ในท่อส่งน้ำมันและก๊าซบนบกและนอกชายฝั่งที่ต้องการบริการที่สำคัญ, ประสิทธิภาพสูงและความคลาดเคลื่อนที่เข้มงวด. ท่อ LSAW ยังใช้ในการลำเลียงสารไวไฟอีกด้วย & ของเหลวที่ไม่ติดไฟ, และเป็นสมาชิกโครงสร้างในโครงการก่อสร้าง.
ความอดทนของเส้นผ่านศูนย์กลางภายนอกและความหนาของผนัง
| ประเภท | มาตรฐาน | |||||
| เอสวาย/T5040-2000 | เอสวาย/T5037-2000 | เอสวาย/T9711.1-1977 | มาตรฐาน ASTM A252 | อวา C200-97 | API 5L PSL1 | |
| ส่วนเบี่ยงเบน OD ของปลายท่อ | ±0.5%D | ±0.5%D | -0.79มม.~+2.38มม | <±0.1%ที | <±0.1%ที | ±1.6มม |
| ความหนาของผนัง | ±10.0%ที | ดี<508มม, ±12.5%T | -8%ที~+19.5%ที | <-12.5%ต | -8%ที~+19.5%ที | 5.0มม<ที<15.0มม, ±0.11<-”” พี=””></ที<15.0มม,> |
| ดี>508มม, ±10.0%ที | T≥15.0มม, ±1.5มม | |||||
องค์ประกอบทางเคมีและสมบัติทางกลของท่อเหล็ก LSAW
| มาตรฐาน | ระดับ | องค์ประกอบทางเคมี(สูงสุด)% | คุณสมบัติทางกล(นาที) | |||||
| ค | มน | และ | ส | ป | ความแข็งแรงของผลผลิต
(เมปา) |
ความต้านแรงดึง
(เมปา) |
||
| กิกะไบต์/T700-2006 | ก | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| บี | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| ค | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| ดี | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| กิกะไบต์/T1591-2009 | ก | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| บี | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| ค | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| บีเอ็น 10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| เอส355เจอาร์ | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| จาก 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| เพียง G3101 | เอสเอส400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | ก | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| บี | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
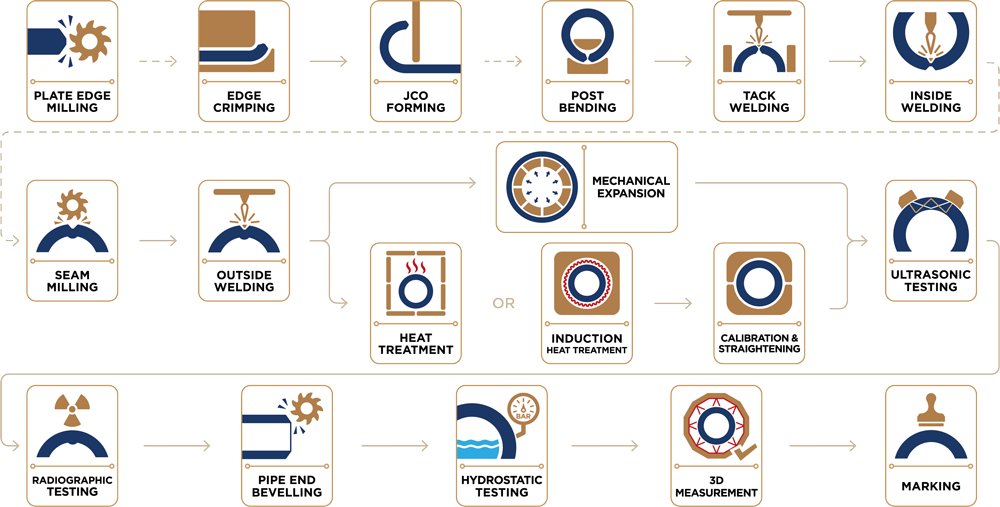
เลื่อย ( ท่อเชื่อม )กระบวนการผลิต
UOE เป็นวิธีการที่ใช้ในการผลิตท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ที่เชื่อมตามยาว. ขอบตามยาวของแผ่นเหล็กจะถูกเอียงโดยใช้อุปกรณ์กัดคาร์ไบด์. จากนั้นแผ่นที่เอียงจะขึ้นรูปเป็นรูปตัว U โดยใช้เครื่องกด U และต่อมาเป็นรูปตัว O โดยใช้เครื่องกด O.
จากนั้นจึงเชื่อมขอบตามยาวของแผ่นโลหะตามด้วยการเชื่อมภายในและภายนอก.
ท่อที่ผลิตโดยกระบวนการนี้จะต้องขยายการดำเนินการเพื่อลดความเครียดภายในและได้รับความทนทานต่อมิติที่สมบูรณ์แบบ.
หลังจากที่ท่อถูกลำเลียงไปยังการขยายตัวแบบเย็น, การทดสอบอุทกสถิตและการตรวจสอบ NDT, ท่อจะต้องได้รับการตรวจสอบขั้นสุดท้ายเพื่อให้เป็นไปตามข้อกำหนดของลูกค้า.
เริ่มต้นจากการควบคุมที่เข้ามาจนถึงขั้นตอนการตรวจสอบขั้นสุดท้าย; กระบวนการทั้งหมดได้รับการตรวจสอบและสนับสนุนโดยระบบคอมพิวเตอร์. การตรวจสอบย้อนกลับทำได้โดยการควบคุมอินพุตและบาร์โค้ดผ่านสายการผลิตทั้งหมด.
ขั้นตอนการผลิต
ช่วงการผลิต
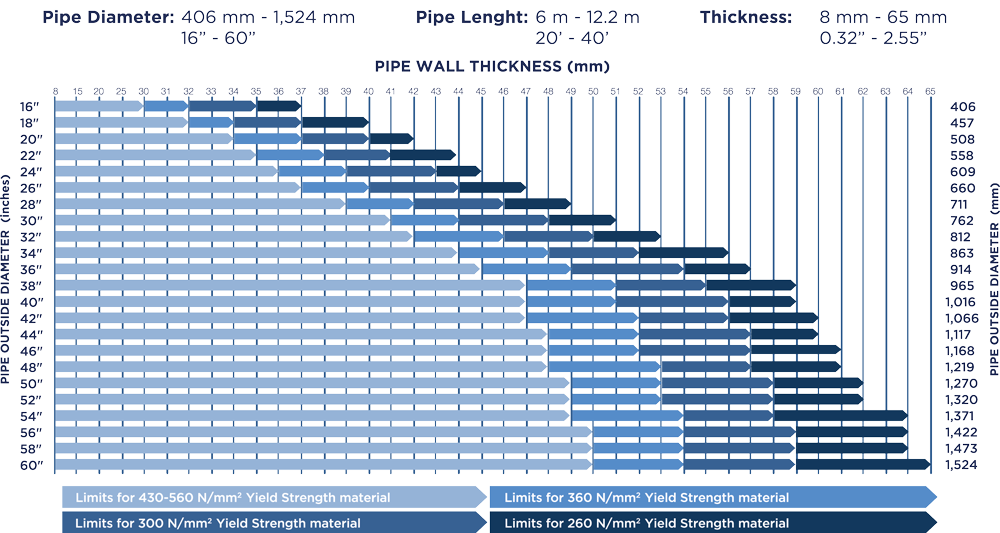
- เส้นผ่านศูนย์กลางท่อ : 406 มม – 1,524 มม (16” – 60”)
- ท่อเล้งไทย : 6 ม – 12.2 ม (20” – 40”)
- ความหนา : 8 มม – 65 มม (0.32″ – 2.55″)
มุมมองอุปกรณ์ของบริษัท


Oxy – เครื่องตัดพลาสม่า
เครื่องดัดเบื้องต้น
เครื่องดัดแบบกด
เครื่องดัดม้วน
เครื่องเชื่อมแทค
เครื่อง LSAW ภายใน
เครื่องมิลลิ่ง
เครื่อง LSAW ภายนอก
พอร์ทัลการเชื่อม
เครื่องเจียร
กดขนาด
การบำบัดความร้อนหลังการเชื่อม
จบเครื่อง beveling
เครื่องตัดท่อ
อัตโนมัติUT
บังเกอร์ RX
เครื่องไฮโดรเทส
การตรวจสอบมิติอัตโนมัติ
ท่อเหล็ก LSAW, ไม่ว่าจะผลิตผ่าน UOE, เจซีโออี (กดดัด), หรือ เจซีโออี (การดัดม้วน) วิธีการ, เป็นส่วนสำคัญของการใช้งานในอุตสาหกรรมต่างๆ เนื่องจากมีความแข็งแรงสูง, ความแม่นยำของมิติ, และการปฏิบัติตามมาตรฐานสากลมากมาย. แต่ละกระบวนการผลิตมีข้อดีเฉพาะตัว, ทำให้ท่อเหล่านี้เหมาะสำหรับการขนส่งของเหลวและก๊าซ, ตลอดจนใช้ในโครงการโครงสร้างและวิศวกรรม.

ท่อ DSAW เป็นตัวเลือกที่ยอดเยี่ยมสำหรับการใช้งานที่มีความต้องการสูงเนื่องจากความแม่นยำในการผลิต, ความแข็งแกร่ง, และความคล่องตัว. ไม่ว่าจะเชื่อมตรงหรือเกลียว, ท่อเหล่านี้ตรงตามมาตรฐานอุตสาหกรรมที่เข้มงวดและเป็นโซลูชั่นที่เชื่อถือได้สำหรับการขนส่งของเหลวและก๊าซภายใต้แรงดันสูง.

ท่อเหล็ก ASTM A53 LSAW เป็นตัวเลือกที่เชื่อถือได้สำหรับงานอุตสาหกรรมต่างๆ เนื่องจากมีความแข็งแรง, ความทนทาน, และกระบวนการผลิตคุณภาพสูง. ไม่ว่าจะใช้ในการขนส่งของเหลว, โครงการโครงสร้าง, หรือระบบเครื่องกล, ท่อเหล่านี้ให้ประสิทธิภาพที่ยอดเยี่ยมและความน่าเชื่อถือในระยะยาว.
ท่อเหล็ก ASTM A252 LSAW และ DSAW เป็นตัวเลือกที่ยอดเยี่ยมสำหรับการตอกฐานรากและการรองรับโครงสร้างเนื่องจากความแข็งแรง, ความทนทาน, และกระบวนการผลิตคุณภาพสูง.
EN 10219 ท่อเหล็ก LSAW และ DSAW มีความสำคัญในการใช้งานด้านโครงสร้างและวิศวกรรมต่างๆ เนื่องจากมีความแข็งแรงสูง, ความทนทาน, และกระบวนการผลิตที่แม่นยำ. ท่อเหล่านี้ให้ประสิทธิภาพที่เชื่อถือได้ในสภาพแวดล้อมที่มีความต้องการสูง, ทำให้เป็นทางเลือกที่ดีเยี่ยมในการก่อสร้าง, โครงสร้างพื้นฐาน, และการใช้งานทางกล.

ท่อเหล็ก SAWL เป็นตัวเลือกที่เชื่อถือได้สำหรับงานแรงดันสูงและงานโครงสร้างเนื่องจากมีความแข็งแกร่ง, การเชื่อมตามยาวอย่างต่อเนื่องและความคล่องตัวในการผลิต. เมื่อเลือกท่อเหล่านี้, การพิจารณาข้อกำหนดเฉพาะของโครงการของคุณเป็นสิ่งสำคัญ, รวมถึงแรงกดดันที่เกี่ยวข้องและสภาวะแวดล้อม, เพื่อให้มั่นใจถึงความสมบูรณ์และอายุการใช้งานของระบบท่อ.
