
ดัดท่อ : เหล็กกล้าคาร์บอน, โลหะผสมเหล็กและสแตนเลส

The steel bend is a common connecting piece in the pipe system. It is used to link two pipes of the same or different nominal bore turning direction due to relevant angles according to different bending radius. A steel pipe bend is used in almost every machine. Our company adopts advanced production technologies to bend, stamp, push forming, compression molding and machining to manufacture the steel bend.
Steel bends are mainly used in oil, gas and liquid transportation and play an important role in airplanes and aircraft engines. นอกจากนี้, they are widely used in electric, เคมี, ship building, heat supply system, paper making, metallurgic and other industries.
Raw Materials of the Steel Bend
Our company provides carbon steel pipe bend, alloy steel bend, stainless steel bend, low temperature steel bend and high performance steel pipe bend. ข้อมูลรายละเอียดแสดงอยู่ด้านล่าง.
เหล็กกล้าคาร์บอน: ASTM/ASME A234 WPB、WPC
โลหะผสมเหล็ก: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
สแตนเลส: ASTM/ASME A403 WP 304-304L-304H-304LN-304N, ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti, ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
เหล็กอุณหภูมิต่ำ: ASTM/ASME A402 WPL 3-WPL 6
เหล็กสมรรถนะสูง: ASTM/ASME A860 WHY 42-46-52-60-65-70
Specifications of the Steel Bend
| Bend Type: | Bend Type: ดัดท่อ, Steel Pipe Bend, Hot Bend, Induction Bend, Induction Hot Bend | ||
| Seamless Bend | Straight Seam Bend | Spiral Pipe Bend | |
| เส้นผ่านศูนย์กลางออก | 1/2″~24″ | 4″~24″ | 8″ ~78″ |
| ความหนาของผนัง | 3 mm ~ 200 มม | ||
| Bending Radius | R=2.5D/3D/4D/5D/6D/7D/8D/9D/10D/ 20D | ||
| มุม | 15/30/45/60/90/135/180 deg | ||
Standards Available for the Pipe Bend
Our company offers steel bend of different standards. Detailed information is listed bellow.
ASME B16.49-2007
ASME B16.25-2007
SY/T5257-2004
DL/T515-2004 GD2000 GD87-1101
As an experienced pipe fittings steel bend manufacturer and supplier in China, we offer a wide variety of products, including flanged pipe, pipe fittings steel tee, ท่อเหล็ก, and plate steel pipe flange, ฯลฯ.
Manufacture of Induction Bends
Induction bends are formed in a factory by passing a length of straight pipe through an induction bending machine. This machine uses an induction coil to heat a narrow band of the pipe material. The leading end of the pipe is clamped to a pivot arm.
As the pipe is pushed through the machine, a bend with the desired radius of curvature is produced. The heated material just beyond the induction coil is quenched with a water spray on the outside surface of the pipe. Thermal expansion of the narrow heated section of pipe is restrained due to the unheated pipe on either side, which causes diameter shrinkage upon cooling.
The induction bending process also causes wall thickening on the intrados and thinning on the extrados. The severity of thickening/thinning is dependant on the bending temperature, the speed at which the pipe is pushed through the induction coil, the placement of the induction coil relative to the pipe (closer to the intrados or extrados), and other factors.
Most induction bends are manufactured with tangent ends (straight sections) that are not affected by the induction bending process. Field welds are made or pipe pup sections are attached to the unaffected tangent ends, allowing for fitup similar to that found when welding straight sections of pipe together.
Induction bends come in standard bend angles (e.g. 45°, 90°, ฯลฯ) or can be custom made to specific bend angles. Compound bends (out-of-plane) bends in a single joint of pipe can also be produced. The bend radius is specified as a function of the diameter. ตัวอย่างเช่น, common bend radii for induction bends are 3D, 5D and 7D, where D is the nominal pipe diameter.
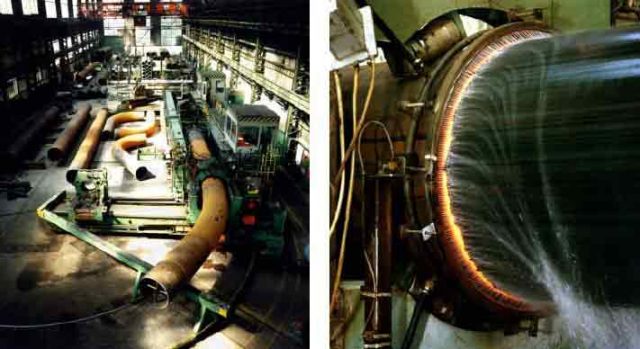
| Induction bending of 48 inch line pipe | View on induction coil and heated zone during bending |
What is Induction Bending?
Induction Bending is a controlled means of bending pipes through the application of local heating using high frequency induced electrical power.
Originally used for the purpose of surface hardening steels, induction technology when used in pipe bending consists basically of an induction coil placed around the pipe to be bent. The induction coil heats a narrow, circumferential section of the pipe to a temperature of between 850 และ 1100 °rees Celsius (dependant on the material to be formed). As the correct bending temperature range is reached, the pipe is moved slowly through the induction coil whilst the bending force is applied by a fixed radius arm arrangement.

อุปกรณ์ท่อถูกใช้ในระบบประปาเพื่อเชื่อมต่อส่วนตรงของท่อหรือท่อ, เพื่อรองรับขนาดหรือรูปร่างที่แตกต่างกัน, และเพื่อวัตถุประสงค์อื่น ๆ เช่นการควบคุม (หรือวัด) การไหลของของไหล. อุปกรณ์เหล่านี้ใช้ในระบบประปาเพื่อควบคุมการถ่ายโอนน้ำ, ก๊าซหรือขยะของเหลวภายในท่อหรือระบบประปาในสภาพแวดล้อมในประเทศหรือเชิงพาณิชย์. ฟิตติ้ง (โดยเฉพาะอย่างยิ่งประเภทที่ผิดปกติ) ต้องการเงิน, เวลา, วัสดุและเครื่องมือในการติดตั้งและเป็นส่วนสำคัญของระบบประปาและระบบประปา. อุปกรณ์ท่อทั่วไปส่วนใหญ่รวมถึง: หน้าแปลน, ข้อศอก, ข้อต่อ, สหภาพ, สปูล, ลดลง, บูช, เสื้อยืด, Tiverter Tees, ไม้กางเขน, หมวกแก๊ป, ปลั๊ก, หนามและวาล์ว. แม้ว่าวาล์วจะเป็นอุปกรณ์ทางเทคนิค, พวกเขามักจะกล่าวถึงแยกกัน.

วัสดุ สแตนเลส ASME / ASTM SA / A403 เอสเอ / ก 774 ดับบลิว-เอส, WP-W, WP-WX, 304, 304ล, 316, 316ล, 304/304ล, 316/316ล, จาก 1.4301, ดิน1.4306, จาก 1.4401, จาก 1.4404 ขนาด ANSI B16.9, ANSI B16.28, MSS-SP-43 ชนิด เอ, MSS-SP-43 แบบบี, เขา B2312, JIS B2313 ตารางความหนา 5S, 10ส, 20ส, S10, S20, S30, โรคติดต่อทางเพศสัมพันธ์, 40ส, S40, S60, เอ็กซ์เอส, 80ส, S80, เอส100, เอส120, S140, เอส160, XXS และอื่นๆ.

ข้อต่อแบบไขว้ช่วยให้สามารถแยกท่อได้, ทำให้สามารถกระจายน้ำหรือของเหลวอื่น ๆ ไปยังอุปกรณ์หรือพื้นที่ต่างๆ. มักใช้ในระบบประปา, ระบบชลประทาน, และระบบทำความร้อน.

ตัวลดแบบรวมศูนย์จะใช้เมื่อติดตั้งท่อในแนวตั้งและที่ด้านระบายของปั๊ม. ตัวลดประหลาดมักใช้มากขึ้นเมื่อวางท่อบนชั้นวางท่อ. เพราะด้านแบน, การจัดตำแหน่งและยึดท่อเข้ากับชั้นวางอย่างแน่นหนานั้นง่ายกว่า.

หมวกเชื่อมชน เราเป็นผู้ผลิตหมวกเชื่อมชน และจัดหากำหนดการทั้งหมดในชนิดของวัสดุเช่นเหล็กกล้าคาร์บอน, สแตนเลส, โลหะผสมเหล็ก. Zizi ผลิตฝาท่อใน ASME, จาก, JIS และมาตรฐานที่จำเป็นอื่นๆ. ฝาท่อเป็นหนึ่งในข้อต่อท่อที่ใช้กันทั่วไปสำหรับหยุดของเหลวโดยปิดที่ปลายท่อ. มีจำหน่ายแบบเชื่อมชน, ชนิดเชื่อมซ็อกเก็ตและชนิดเกลียว, และฝาชนเป็นที่นิยมมากขึ้นเมื่อพิจารณาจากประสิทธิภาพที่ดี, การเชื่อมต่อที่เสถียรและช่วงการเลือกขนาดที่ใหญ่.

ประเภท ก- ใช้ในบริเวณที่มีพื้นที่ส่วนหัวเพียงพอ. ระดับความสูงที่เฉพาะเจาะจงเป็นที่พึงปรารถนา. ประเภทบี- ใช้เมื่อเฮดรูมมีจำกัด. สิ่งที่แนบมากับหัวเป็นแบบดึงเดียว. ประเภทซี- ใช้เมื่อเฮดรูมมีจำกัด. สิ่งที่แนบมากับหัวคือการเชื่อมต่อแบบเคียงข้างกัน
