
ข้อต่อข้อศอกท่อเหล็ก

ข้องอเหล็ก, ข้อต่อท่อชนิดหนึ่ง, เป็นชิ้นส่วนที่นิยมใช้ติดตั้งระหว่างท่อสองท่อที่มีรูเจาะเหมือนกันหรือต่างกันเพื่อให้สามารถเปลี่ยนทิศทางได้. โดยปกติจะมี 45 องศา, 90องศา, 180องศามุม, แม้ว่าจะมีข้อศอก 60 องศาและข้อศอกมุมอื่นๆ ให้เลือกก็ตาม. ตามรัศมีความโค้งของมัน, ข้อศอกเหล็กแบ่งออกเป็นข้อศอกท่อรัศมียาวและข้อศอกรัศมีสั้น. รัศมีความโค้งของข้อศอกรัศมียาวคือ 1.5 เวลาของเส้นผ่านศูนย์กลางภายนอกของท่อ, และข้อศอกท่อรัศมีสั้นคือ 1.0 เวลาของเส้นผ่านศูนย์กลางภายนอกของท่อ.
ข้อศอกเหล็กมักจะคลุม 80% ของข้อต่อท่อทั้งระบบ. เทคโนโลยีการขึ้นรูปที่แตกต่างกันจะใช้เมื่อผลิตข้อศอกที่ทำจากวัสดุหรือความหนาของผนังต่างกัน. เทคโนโลยีการขึ้นรูปข้อศอกแบบไม่มีรอยต่อตามปกติประกอบด้วยการกดร้อน, การตอกและการอัดขึ้นรูป. ตามเทคโนโลยีการผลิตที่แตกต่างกัน, ข้อศอกเหล็กของเราสามารถจัดประเภทเป็นข้อศอกเชื่อม, ปั๊มข้อศอก, ผลักศอกและศอกหล่อ. การเชื่อมเป็นวิธีที่ปกติที่สุดในการเชื่อมต่อข้อศอกกับท่อ แต่มีวิธีอื่น เช่น การเชื่อมต่อหน้าแปลน, การเชื่อมต่อความร้อน, ข้อต่ออิเล็กโทรฟิวชั่น, ข้อต่อเกลียวและการเชื่อมต่อแบบปลั๊กอิน.
ข้องอเหล็กใช้กันอย่างแพร่หลายในกระบวนการและระบบควบคุม, เคมี, ปิโตรเลียม, ปุ๋ย, พลังของไหล, ปั๊มอิเล็กทรอนิกส์และโรงงานกระดาษ. นอกจากนี้ยังใช้เชื่อมต่อท่อเข้ากับวาล์วด้วย, ปั๊มแรงดันน้ำและท่อระบายน้ำบนดาดฟ้า. ข้องอท่อเหล็กบางชนิดที่ทำจากวัสดุหนักถูกนำมาใช้ในการใช้งานที่เหมาะสมกับอุณหภูมิสูงหรือต่ำมาก. สามารถเก็บไว้ในกล่องปลอดสารรมควันหรือที่ใส่ไม้.
ความหนาของผนัง
บริษัท Abter จัดหาข้อศอกเหล็กตามหมายเลขกำหนดการที่แตกต่างกัน. หมายเลขกำหนดการเป็นตัวบ่งชี้ความหนาของผนังและเรามีจำหน่าย sch10, sch20, sch30, มาตรฐาน, sch40, sch60, xs, sch80, sch100, sch120, sch140, sch160, xxs, sch5s, sch20s, sch40 และ sch80.
วัตถุดิบของข้อศอกเหล็ก
วัสดุในการผลิตข้อศอกท่อเหล็กของเราสามารถ:
เหล็กกล้าคาร์บอน: ASTM/ASME A234 WPB, WPC
โลหะผสมเหล็ก: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
สแตนเลส: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
เหล็กอุณหภูมิต่ำ: ASTM/ASME A402 WPL 3-WPL 6
เหล็กสมรรถนะสูง: ASTM/ASME A860 WHY 42-46-52-60-65-70
ข้อมูลจำเพาะทางเทคนิคของข้อศอกท่อเหล็ก
| พิมพ์ | |||
| ศอกเหล็กไร้รอยต่อ | ข้อศอกตะเข็บตรง | ข้อศอกเชื่อมชน | |
| เส้นผ่านศูนย์กลางออก | 1/2″ ~ 24″ | 4″ ~ 24″ | 12″ ~ 78″ |
| ความหนาของผนัง | 3 มม.~ 200 มม | ||
| รัศมี | R=1D ~ 2.0D | ||
| มุม | 0องศา 180 องศา | ||
มาตรฐานที่มีให้สำหรับข้อศอกเหล็ก
บริษัทของเราให้บริการข้อศอกท่อเหล็กที่มีมาตรฐานแตกต่างกัน. ข้อมูลรายละเอียดแสดงอยู่ด้านล่าง.
GB/T12459-2005 GB/T13401-2005 GB/T10752-2005
เอสเอช/T3408-1996 เอสเอช/T3409-1996
SY/T0518-2002 SY/T0510-1998
DL/T695-1999 GD2000 GD87-1101
เอชจี/T21635-1987 เอชจี/T21631-1990
ASME B16.9-2007 ASME B16.25-2007
เอ็มเอสเอส เอสพี 75-2008
ซีเอสเอ Z245.11-05-2005
EN10253-1-1999 EN10253-2-2007 EN10253-3-2008 EN10253-4-2008
ดิน2605-1-1992 ดิน2605-2-1995
BS1640-1-1962 BS1640-2-1962 BS1640-3-1968 BS1640-4-1968 BS1965-1-1963
อัฟนอร์ เอ็นเอฟ เอ 49-289-1990 อัฟนอร์ เอ็นเอฟ เอ 49-170-1-1999 อัฟนอร์ เอ็นเอฟ เอ 49-170-2-2009 อัฟนอร์ เอ็นเอฟ เอ 49-170-3-2009 อัฟนอร์ เอ็นเอฟ เอ 49-170-4-2009
ISO3419-1981 ISO5251-1981
มาตรฐาน JIS B2311-2009 มาตรฐาน JIS B2312-2009 มาตรฐาน JIS B2313-2009
แผนภาพกระบวนการไหล – แผนภาพการไหลของกระบวนการข้อศอกเหล็กไร้ตะเข็บ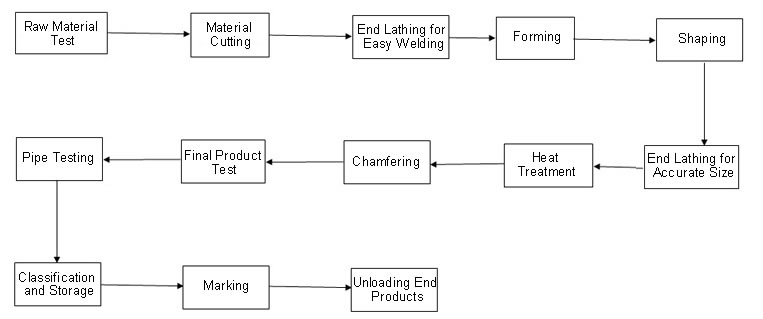
การผลิตรอยชน ข้อศอก – ความรู้เบื้องต้นเกี่ยวกับการขึ้นรูปร้อน
วิธีการหลักในการทำงานร้อนคือการอัดขึ้นรูป, การวาดภาพ, การปลอมและการกลิ้ง. การรีดเป็นกระบวนการขึ้นรูปที่ใช้กันอย่างแพร่หลายมากที่สุด, แม้ว่าอาจมีข้อจำกัดบางประการกับกระบวนการนี้ก็ตาม. การกลิ้งส่วนใหญ่ประกอบด้วยสามหมวดย่อยหลัก ๆ: กลิ้งแบน, รูปร่างกลิ้ง (ด้วยร่องม้วนที่ออกแบบเป็นพิเศษ) และการกลิ้งท่อ (รวมถึงการเจาะด้วย). การตีอาจจัดประเภทย่อยเป็นการทุบ, การกด, ฯลฯ.
การตีอาจทำได้โดยใช้ค้อน, ในการอัดเชิงกลและเครื่องพลิกคว่ำหรือโดยวิธีการที่เรียกว่าการตีขึ้นรูปแบบม้วน. การอัดโดยทั่วไปรวมถึงการผลิตสิ่งของปลอมแปลงด้วยเครื่องอัดไฮดรอลิก. การอัดรีดมักจะดำเนินการในเครื่องอัดไฮดรอลิกซึ่งบังคับให้เหล็กร้อนผ่านแม่พิมพ์. การรีดจะดำเนินการในโรงรีดหลายประเภท.
เหตุผลหลักสองประการในการขึ้นรูปโลหะที่อุณหภูมิสูง (การทำงานที่ร้อนแรง) คือการลดภาระการขึ้นรูปโดยการลดความต้านทานของเหล็กต่อการเสียรูป, และพัฒนาโครงสร้างทางโลหะวิทยาที่ต้องการเพื่อความแข็งแรงและความเหนียวของผลิตภัณฑ์สำเร็จรูป.
วิธีการผลิตที่เหมาะสมที่สุดของผลิตภัณฑ์จะถูกตัดสินใจโดยคำนึงถึงวัสดุของผลิตภัณฑ์, ขนาด, รูปร่าง, ใช้, มาตรฐานและคุณสมบัติอื่นๆ.
มีกระบวนการมากมายในการผลิตอุปกรณ์เชื่อมชน, ตัวอย่างหลายรายการดังต่อไปนี้.

ข้อศอก: วิธีแมนเดรล (การขึ้นรูปร้อน)
หนึ่งในวิธีการผลิตที่ใช้กันทั่วไปในการผลิตข้อศอกจากท่อ. หลังจากอุ่นวัตถุดิบแล้ว, มันถูกผลักไปบนแม่พิมพ์ที่เรียกว่า “แมนเดรล” ซึ่งทำให้ท่อสามารถขยายและโค้งงอได้พร้อมกัน. ใช้ได้กับช่วงขนาดกว้าง.
ข้องอของข้อต่อท่อเหล็กใช้ในโรงงานอุตสาหกรรมและส่วนใหญ่ผลิตโดยการดัดแมนเดรลร้อนจากวัตถุดิบของท่อเหล็กตรง. โดยทั่วไปข้อศอกมักผลิตขึ้นที่อุณหภูมิสูงโดยการกด, ขยายและดัดท่อไปพร้อมๆ กัน, โดยใช้เครื่องมือด้านในของแมนเดรล. ลักษณะเฉพาะของการดัดแมนเดรลขึ้นอยู่กับรูปร่างและขนาดของแมนเดรลที่ผสานรวมกัน.
ข้อศอกที่ผลิตโดยใช้การดัดด้วยแมนเดรลแบบร้อนมีข้อดีของการเบี่ยงเบนความหนาเล็กน้อยและมีรัศมีการโค้งงอที่สั้นกว่าวิธีดัดประเภทอื่นๆ.

ตัวข้อต่อท่อมักจะทำจากวัสดุฐานเดียวกับท่อหรือท่อที่เชื่อมต่ออยู่: ทองแดง, เหล็ก, พีวีซี, CPVC หรือ ABS. วัสดุใด ๆ ที่ได้รับอนุญาตจากการประปา, สุขภาพหรือรหัสอาคาร (ตามความเหมาะสม) อาจจะถูกนำมาใช้, แต่ต้องเข้ากันได้กับวัสดุอื่นในระบบ, ของเหลวที่ถูกลำเลียง, และอุณหภูมิและความดันภายใน (และภายนอก) ระบบ. ข้อต่อทองเหลืองหรือทองแดงเหนือทองแดง ทั่วไปในระบบประปาและประปา. ทนไฟ, ความต้านทานแรงกระแทก, ความแข็งแรงทางกล, การป้องกันการโจรกรรมและปัจจัยอื่น ๆ ก็ส่งผลต่อการเลือกใช้วัสดุสำหรับข้อต่อท่อด้วย.

วัสดุ สแตนเลส ASME / ASTM SA / A403 เอสเอ / ก 774 ดับบลิว-เอส, WP-W, WP-WX, 304, 304ล, 316, 316ล, 304/304ล, 316/316ล, จาก 1.4301, ดิน1.4306, จาก 1.4401, จาก 1.4404 ขนาด ANSI B16.9, ANSI B16.28, MSS-SP-43 ชนิด เอ, MSS-SP-43 แบบบี, เขา B2312, JIS B2313 ตารางความหนา 5S, 10ส, 20ส, S10, S20, S30, โรคติดต่อทางเพศสัมพันธ์, 40ส, S40, S60, เอ็กซ์เอส, 80ส, S80, เอส100, เอส120, S140, เอส160, XXS และอื่นๆ.

ข้อต่อแบบไขว้ช่วยให้สามารถแยกท่อได้, ทำให้สามารถกระจายน้ำหรือของเหลวอื่น ๆ ไปยังอุปกรณ์หรือพื้นที่ต่างๆ. มักใช้ในระบบประปา, ระบบชลประทาน, และระบบทำความร้อน.

ตัวลดแบบรวมศูนย์จะใช้เมื่อติดตั้งท่อในแนวตั้งและที่ด้านระบายของปั๊ม. ตัวลดประหลาดมักใช้มากขึ้นเมื่อวางท่อบนชั้นวางท่อ. เพราะด้านแบน, การจัดตำแหน่งและยึดท่อเข้ากับชั้นวางอย่างแน่นหนานั้นง่ายกว่า.

หมวกเชื่อมชน เราเป็นผู้ผลิตหมวกเชื่อมชน และจัดหากำหนดการทั้งหมดในชนิดของวัสดุเช่นเหล็กกล้าคาร์บอน, สแตนเลส, โลหะผสมเหล็ก. Zizi ผลิตฝาท่อใน ASME, จาก, JIS และมาตรฐานที่จำเป็นอื่นๆ. ฝาท่อเป็นหนึ่งในข้อต่อท่อที่ใช้กันทั่วไปสำหรับหยุดของเหลวโดยปิดที่ปลายท่อ. มีจำหน่ายแบบเชื่อมชน, ชนิดเชื่อมซ็อกเก็ตและชนิดเกลียว, และฝาชนเป็นที่นิยมมากขึ้นเมื่อพิจารณาจากประสิทธิภาพที่ดี, การเชื่อมต่อที่เสถียรและช่วงการเลือกขนาดที่ใหญ่.

ประเภท ก- ใช้ในบริเวณที่มีพื้นที่ส่วนหัวเพียงพอ. ระดับความสูงที่เฉพาะเจาะจงเป็นที่พึงปรารถนา. ประเภทบี- ใช้เมื่อเฮดรูมมีจำกัด. สิ่งที่แนบมากับหัวเป็นแบบดึงเดียว. ประเภทซี- ใช้เมื่อเฮดรูมมีจำกัด. สิ่งที่แนบมากับหัวคือการเชื่อมต่อแบบเคียงข้างกัน
