
Sondaj Borusu ve Matkap Yakası

Sondaj Borusu ve Matkap Yakası
giriiş
Sondaj boruları ve sondaj manşonları, petrol ve gaz sondaj operasyonlarında sondaj dizisinin önemli bileşenleridir. Sondaj verimliliğinde önemli rol oynarlar, iyi dürüstlük, ve genel operasyonel başarı.
Sondaj Borusu
Sondaj boruları ağırdır, Matkap ucunu döndüren ve sondaj sıvısını sirküle eden dikişsiz borular. Yüksek mukavemetli çelikten yapılmışlardır ve sondaj operasyonlarının zorlu koşullarına dayanacak şekilde tasarlanmışlardır..
Sondaj Borusu Boyut:
İLE İLGİLİ: 60.32mm-168,28 mm
WT: 6.45-12.7mm
UZUNLUK: R1, R2, R3
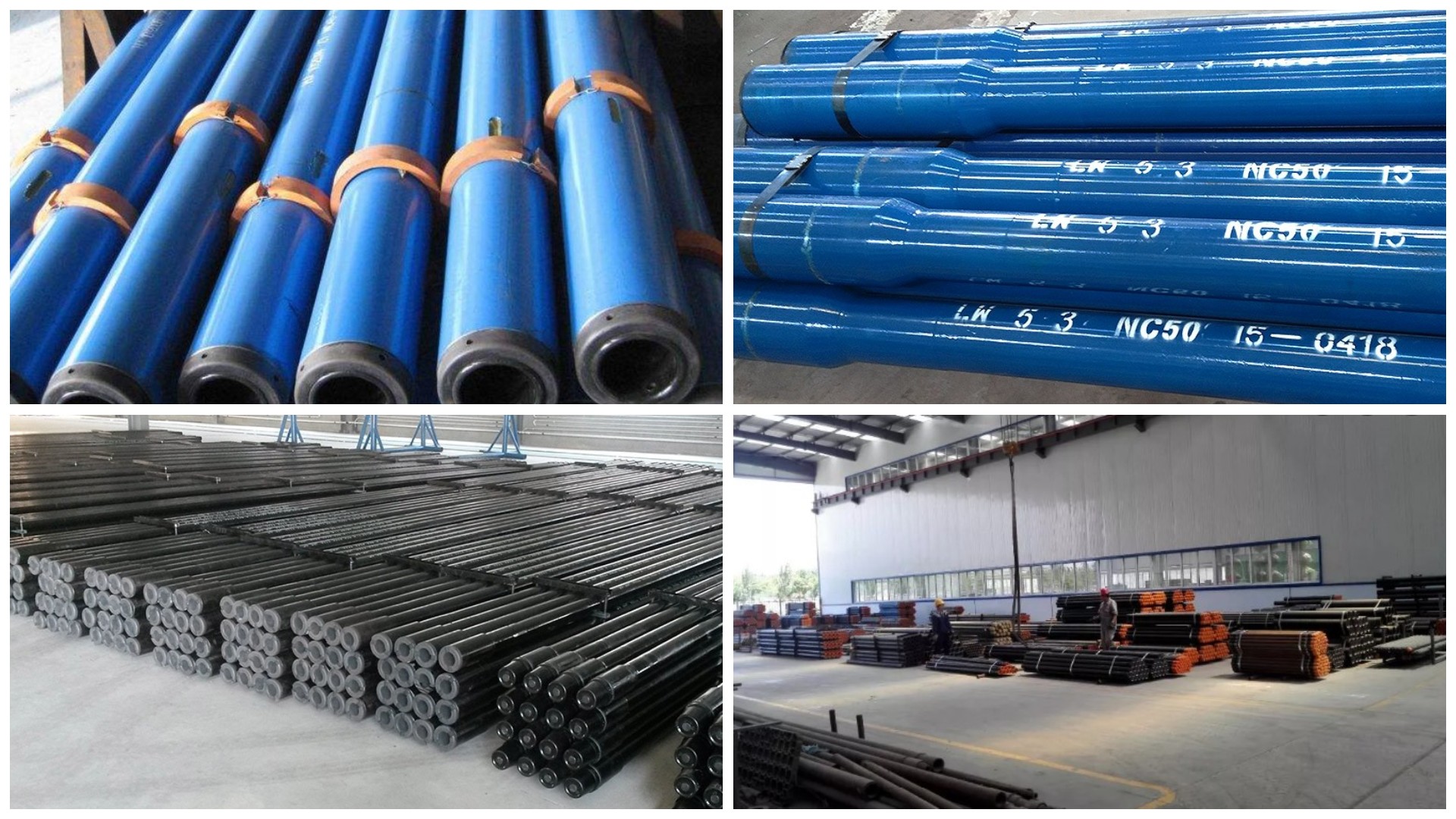
Ağır Tartım Sondaj Borusu
İLE İLGİLİ: 2-3/8″ 6-5/8'e kadar″
UZUNLUK:,Menzil 2 Ve 3
Notlar: E75, X95, G105, S135
Bağlantı konuları:NC26, NC31, NC38, NC40, NC46, NC50, 5 1/2FH.6 5/8FH.
Boru Standardı:API 5DP E75, X95, G105, S135
Üzgün Stil:İÜ, AB, Bu
Bağlantı:NC26, NC31, NC38, NC40, NC46, NC50, 5 1/2FH.6 5/8FH.
Başvuru: Sondaj borusu petrol ve gaz kuyularının araştırılması ve geliştirilmesi içindir.

Özellikler
- Dış Çap (Aşırı doz): Yaygın boyutlar arasında değişir 2 3/8 inç ila 6 5/8 inç.
- Uzunluk: Tipik olarak 31 ayak (9.45 metre) eklem başına, ama değişebilir.
- Duvar Kalınlığı: Sınıfına ve büyüklüğüne göre değişir.
- Seviye: E-75 içerir, X-95, G-105, S-135, her biri farklı gerilme mukavemetlerini gösterir.
- Bağlantı: Dişli bağlantılara sahip takım bağlantıları, API Normal gibi, EĞER, ve NC.
Fonksiyonlar
- Dönme Gücü: Dönme gücünü yüzeyden matkap ucuna iletir.
- Sondaj Sıvısı Sirkülasyonu: Sondaj sıvısının matkap ucuna akmasını ve halkayı desteklemesini sağlar, kesimleri yüzeye taşımak.
- Ağırlık Desteği: Delme ipinin ağırlığını ve delme sırasında karşılaşılan kuvvetleri destekler.
Türler
- Standart Sondaj Borusu: Çoğu sondaj işleminde kullanılır.
- Ağır Sondaj Borusu (HWDP): Daha kalın ve daha ağır, sondaj borusu ile sondaj bileziği arasında geçiş yapmak için kullanılır.
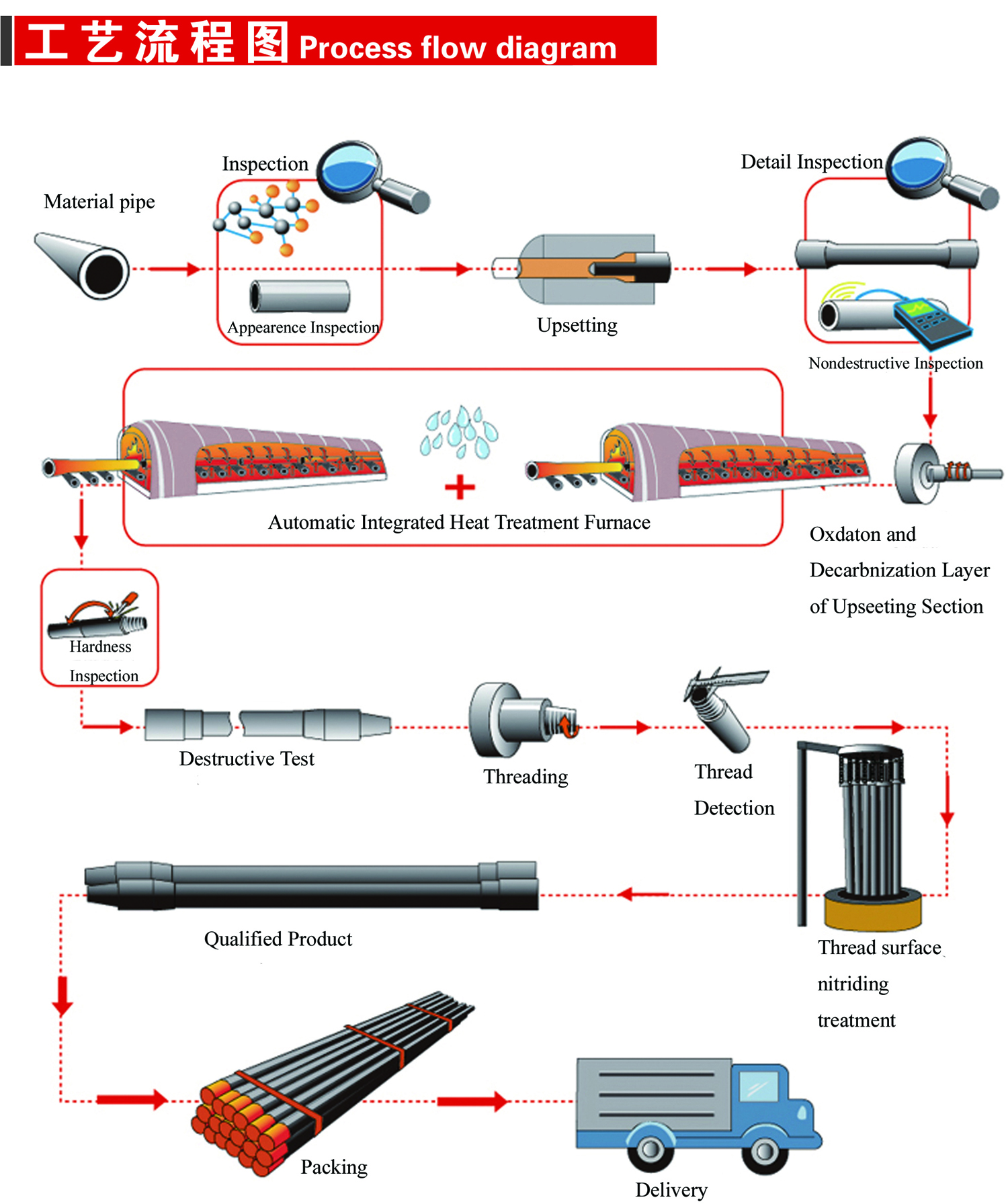
Üretim Süreci
- Dikişsiz Çelik Boru: Sıcak haddeleme işlemiyle üretilir.
- Isıl İşlem: Gücü ve dayanıklılığı artırır.
- Takım Bağlantı Kaynağı: Alet bağlantıları boru uçlarına kaynak yapılır.
- Muayene ve Test: Tahribatsız muayene içerir (NDT) kusurlar için, boyutsal kontroller, ve basınç testi.
Matkap Yaka
Matkap Yakaları
– İLE İLGİLİ: 3 1/8″-11″
– Uzunluk: 30ft / 31ft / 43ft / R1~R3
– Standart: API 5DP/API Özelliği 7-1 E75,X95,G105,S135
– Bağlantı Türü: NC, REG, FH, EĞER
– İplik: NC26, NC31, NC38, NC40, NC46, NC50,5.1 / 2FH
– Malzeme: Paslanmaz çelik / Alaşımlı Çelik / Karbon Çelik / 4145H
– sınıflandırma: Manyetik Olmayan Matkap Yaka, Kaygan Matkap Yaka, Spiral Matkap Yaka,Kare Matkap Yakaları, Monel Matkap Yaka, Midilli Matkap Yaka, Matkap Yaka Özellikleri
Başvuru
– Petrol ve Gaz Kuyusu Sondajı
– Petrol Sahası Sondajı
– Mayın Patlatma
– Su Kuyusu Sondajı
– Jeotermal Kuyu Sondajı
– Ön Direkleme
– Kömür ve Demir Dışı Metal Madenciliği Projeleri
Matkap tasmaları ağırdır, matkap ucuna ağırlık uygulamak için kullanılan kalın duvarlı boru şeklinde parçalar. Matkap ipinin alt kısmında konumlandırılırlar, biraz üstünde.

Özellikler
- Dış Çap (Aşırı doz): Yaygın boyutlar arasında değişir 3 1/8 inç ila 11 inç.
- Uzunluk: Tipik olarak 31 ayak (9.45 metre) eklem başına.
- Duvar Kalınlığı: Gerekli ağırlığı sağlamak için sondaj borularından önemli ölçüde daha kalın.
- Malzeme: Manyetik olmayan ve standart çelik kaliteleri.
- Bağlantı: Sondaj borularına benzer API bağlantıları.
Fonksiyonlar
- Bit Üzerindeki Ağırlık (WOB): Kaya oluşumlarını delmek için gerekli ağırlığı sağlar.
- Sertlik: Matkap ipinin bükülmesini ve burkulmasını azaltır.
- Titreşim Sönümleme: Delme sırasında karşılaşılan titreşimlerin emilmesine ve sönümlenmesine yardımcı olur.
Türler
- Standart Matkap Yakası: Çoğu sondaj işleminde kullanılır.
- Spiral Matkap Yaka: Diferansiyel yapışmayı azaltmak için spiral oluklarla tasarlanmıştır.
- Manyetik Olmayan Matkap Yaka: Delme sırasında ölçüme müdahaleyi önlemek için yönlü delmede kullanılır (MWD) aletler.
Üretim Süreci
- Dövme: Matkap yakaları genellikle çelik kütüklerden dövülür.
- Isıl İşlem: Mekanik özellikleri iyileştirir.
- İşleme: Bağlantılar ve yüzey kalitesi için hassas işleme.
- Muayene ve Test: Manyetik parçacık muayenesini içerir, ultrasonik test, ve boyut doğrulama.
Karşılaştırmak
| Özellik | Sondaj Borusu | Matkap Yaka |
|---|---|---|
| Birincil İşlev | Dönme gücünü iletin ve sondaj sıvısını sirküle edin | Bit üzerinde ağırlık sağlayın (WOB) ve sertlik |
| Tipik Dış Çap. | 2 3/8″ – 6 5/8″ | 3 1/8″ – 11″ |
| Uzunluk | 31 ayak (9.45 metre) | 31 ayak (9.45 metre) |
| Duvar Kalınlığı | Değişir | Önemli ölçüde daha kalın |
| Malzeme | Yüksek mukavemetli çelik | Standart ve manyetik olmayan çelik |
| Bağlantı | Dişli bağlantılara sahip takım bağlantıları | API bağlantıları |
Şartname
Sondaj Borusu Özellikleri:
| dış çap |
normal ağırlık |
çelik sınıfı |
duvar kalınlığı |
üzgün sonlar |
takım eklemi tanımı |
||
| içinde | mm | içinde | mm | ||||
| 2 3/8 | 60.32 | 6.65 | e,X,G | 0.280 | 7.11 | AB | NC26 |
| 2 7/8 | 73.02 | 10.40 | e,X,G,S | 0.362 | 9.19 | AB | NC31 |
| 3 1/2 | 88.90 | 9.50 | e | 0.254 | 6.45 | AB | NC38 |
| 13.30 | e,X,G,S | 0.368 | 9.35 | AB | NC38 | ||
| 13.50 | e,X,G | 0.449 | 11.40 | AB | NC38 | ||
| S | 0.449 | 11.40 | AB | NC40 | |||
| 4 | 101.60 | 14.00 | e,X,G,S | 0.330 | 8.38 | İÜ | NC40 |
| e,X,G,S | 0.330 | 8.38 | AB | NC46 | |||
| 4 1/2 | 114.30 | 13.75 | e | 0.271 | 6.88 | İÜ | NC46 |
| 13.75 | e | 0.271 | 6.88 | AB | NC46 | ||
| 16.60 | e,X,G,S | 0.337 | 8..56 | AB | NC50 | ||
| 20.00 | e,X,G,S | 0.430 | 10.92 | AB | NC50 | ||
| 16.60 | e,X,G,S | 0.337 | 8.56 | Bu | NC46 | ||
| 20.00 | e,X,G,S | 0.430 | 10.92 | Bu | NC46 | ||
| 5 | 127.00 | 19.50 | e,X,G,S | 0.362 | 9.19 | Bu | NC50 |
| 19.50 | e,X,G,S | 0.362 | 9.19 | Bu | 5 1/2 FH | ||
| 25.60 | e,X,G | 0.500 | 12.70 | Bu | NC50 | ||
| 25.60 | e,X,G,S | 0.500 | 12.70 | Bu | 5 1/2 FH | ||
| 5 1/2 | 139.70 | 21.90 | e,X,G,S | 0.361 | 9.17 | Bu | 5 1/2 FH |
| 24.70 | e,X,G,S | 0.415 | 10.54 | Bu | 5 1/2 FH | ||
| 6 5/8 | 168.28 | 25.20 | e,X,G,S | 0.330 | 8.38 | Bu | 6 5/8 FH |
| 27.70 | e,X,G,S | 0.362 | 9.19 | Bu | 6 5/8 FH | ||
Not: AB—dışarı üzgün; IU—iç üzüntü; BU—dahili & dış üzgün.
Matkap bileziği Teknik Özellikler:
|
Matkap Renk Numarası*
|
Dış Çap,
içinde. |
İç Çap,
içinde. |
Uzunluk,
ft |
Yaklaşık Ağırlık,
lb/ft |
Tipik Bükme
Güç Oranı |
|
NC 23-31
|
3-1/8
|
1-1/4
|
30
|
22
|
2.57:1
|
|
NC 26-35 (2-3/8 EĞER)
|
3-1/2
|
1-1/2
|
30
|
27
|
2.42:1
|
|
NC 31-41 (2-7/8 EĞER)
|
4-1/8
|
2
|
30 veya 31
|
34
|
2.43:1
|
|
NC 35-47
|
4-3 /4
|
2
|
30 veya 31
|
47
|
2.58:1
|
|
NC 38-50 (3-1/2 EĞER)
|
5
|
2-1/4
|
30 veya 31
|
54
|
2.38:1
|
|
NC 44-60
|
6
|
2-1/4
|
30 veya 31
|
83
|
2.49:1
|
|
NC 44-60
|
6
|
2-13 /16
|
30 veya 31
|
76
|
2.84:1
|
|
NC 44-62
|
6-1/4
|
2-1/4
|
30 veya 31
|
91
|
2.91:1
|
|
NC 46-62 (4 EĞER)
|
6-1/4
|
2-13 /16
|
30 veya 31
|
84
|
2.63:1
|
|
NC 46-65 (4 EĞER)
|
6-1/2
|
2-1/4
|
30 veya 31
|
100
|
2.76:1
|
|
NC 46-65 (4 EĞER)
|
6-1/2
|
2-13 /16
|
30 veya 31
|
93
|
3.05:1
|
|
NC 46-67 (4 EĞER)
|
6-3 /4
|
2-1/4
|
30 veya 31
|
109
|
3.18:1
|
|
NC 50-70 (4-1/2 EĞER)
|
7
|
2-1/4
|
30 veya 31
|
118
|
2.54:1
|
|
NC 50-70 (4-1/2 EĞER)
|
7
|
2-13 /16
|
30 veya 31
|
111
|
2.73:1
|
|
NC 50-72 (4-1/2 EĞER)
|
7-1/4
|
2-13 /16
|
30 veya 31
|
120
|
3.12:1
|
|
NC 56-77
|
7-3 /4
|
2-13 /16
|
30 veya 31
|
140
|
2.70:1
|
|
NC 56-80
|
8
|
2-13 /16
|
30 veya 31
|
151
|
3.02:1
|
|
6-5/8 API Kaydı
|
8-1/4
|
2-13 /16
|
30 veya 31
|
162
|
2.93:1
|
|
NC 61-90
|
9
|
2-13 /16
|
30 veya 31
|
196
|
3.17:1
|
|
7-5/8 API Kaydı
|
9-1/2
|
3
|
30 veya 31
|
217
|
2.81:1
|
|
NC 70-97
|
9-3 /4
|
3
|
30 veya 31
|
230
|
2.57:1
|
|
NC 70-100
|
10
|
3
|
30 veya 31
|
243
|
2.81:1
|
|
8-5/8 API Kaydı
|
11
|
3
|
30 veya 31
|
300
|
2.84:1
|
| OD. | kesme derinliği | Kurşun ±25,4 | ||
| mm | içinde | A(mm) | B(mm) | mm |
| 86 | 3.375 | 3.5±0,79 | / | 679 |
| 98.4 | 3.875 | 4.0±0,79 | / | 914 |
| 101.6~111.1 | 4~4 1/8 | 4.8±0,79 | / | 914 |
| 114.3~130.2 | 4 1/2~5 1/8 | 5.6±0,79 | / | 965 |
| 133.4~146.1 | 5 1/4~5 3/4 | 6.4±0,79 | / | 1067 |
| 149.2~161,9 | 5 7/8~6 3/8 | 7.1±1,59 | / | 1067 |
| 165.1~177,8 | 6 1/2~7 | 7.9±1,59 | / | 1168 |
| 181.0~200.0 | 7 1/8~7 7/8 | 8.7±1,59 | 5.6±0,79 | 1626 |
| 203.2~225,4 | 8~8 7/8 | 9.5±1,59 | 6.4±0,79 | 1727 |
| 228.6~250,8 | 9~9 7/8 | 10.3±2,37 | 7.1±1,59 | 1829 |
| 254.0~276,2 | 10~10 7/8 | 11.1±2,37 | 7.9±1,59 | 1930 |
| 279.4 | 11 | 11.9±2,37 | 8.7±1,59 | 2032 |
Standart
Sondaj Borusu Boyut Toleransları
| Hoşgörü | ||
|
Sondaj borusu gövdesinin dış çapı |
Boru gövdesi
|
D≤101.60mm,±0,79 mm |
| D≥114,30mm,+1.0%, -0.5%D | ||
|
Meu'nun arkasındaki sondaj borusu gövdesi |
D≥60,32~≤88,90mm,+2.38%, -0.79%D | |
| D>88.90~≤127.00mm,+2.78mm, -0.75%D | ||
| D>127.00~≤168,28 mm,+3.18mm,-0.75%D | ||
| Duvar Kalınlığı | 0, -12.5%T | |
Sondaj Borusu Kimyasal Bileşimi, Kütle Kesri(%)
|
çelik sınıfı |
P (%) | S (%) | |
| ≤ | ≤ | ||
|
Boru gövdesi |
e | 0.030 | 0.020 |
| X, G, S | 0.020 | 0.015 | |
| Takım Eklemi | 0.020 | 0.015 | |
Sondaj Borusu Mekanik Özellikleri
|
çelik sınıfı |
çekme özellikleri | (21°±3°C)
Charpy V-çentikli uzunlamasına emilen enerji (21°±3°C) |
|||||
|
akma dayanımı (Mpa) |
çekme mukavemeti (Mpa) |
uzama(%) |
10*10
ortalama(dk.) |
10*7.5
ortalama(dk.) |
10*5
ortalama(dk.) |
||
| dk. | maksimum | dk. | |||||
| e | 517 | 724 | 689 | 54(47) | 43(38) | 30(26) | |
| X | 655 | 862 | 724 | ||||
| G | 724 | 931 | 793 | ||||
| S | 931 | 1138 | 1000 | ||||
Notlar: k-sabit, eşit 1944 (62500); A — çekme numunesinin kesit alanı, mm2(baskı2); Udp—belirtilen minimum gerilme mukavemeti, MPa(Ib/in2).
| Matkap tasması Mekanik Performans | |||||
| İLE İLGİLİ | Akma Dayanımı | Çekme Dayanımı σb | Uzama | Azaltılması | Darbe |
| Boyut | σ0,2 | Mpa(psi) | d4% | % | Ft.1b |
| Mpa(psi) | |||||
| 3 1/8~6 3/4 | ≥758 | ≥827 | ≥18 | 50 | ≥50 |
| -110,000 | -120,000 | ||||
| 7~10 | ≥689 | ≥758 | ≥20 | ||
| -100,000 | -110,000 | ||||
| Sreel İşareti | Matkap tasması Chemikal bileşim % | ||||||||
| C | Ve | Mn | P | S | CR | Ay | Cu | Al | |
| 4145H | 0.42~0,48 | 0.15~0,35 | 0.90~1.20 | ≤0,03 | ≤0,03 | 0.90~1.20 | 0.15~0,25 | ≤0,2 | 0.025~0,045 |
| Diğer Unsurlar:N≤0,015,Ni≤0,5 | |||||||||
İşlem
Çözüm
Sondaj boruları ve sondaj tasmaları sondaj dizisinin temel bileşenleridir, her biri belirli ve kritik işlevlere hizmet ediyor. Sondaj boruları dönme gücünü iletir ve sondaj sıvısını sirküle eder, matkap yakaları uç üzerinde gerekli ağırlığı sağlar ve matkap ipinin sertliğini korur. Özelliklerini anlamak, işlevler, ve türleri, verimli ve etkili delme işlemleri için doğru bileşenlerin seçilmesini sağlar.
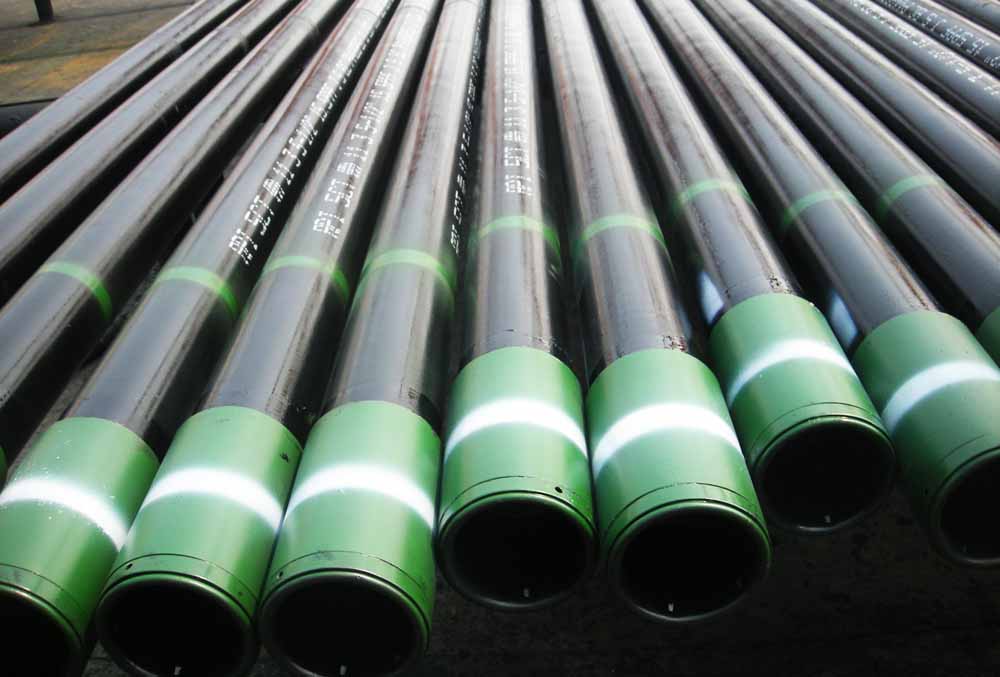
Muhafaza borusu, tipik olarak hidrolik veya pnömatik bir kriko kullanılarak toprağın içinden yerine sıkıştırılan içi boş bir çelik borudur.. Sürüldükten sonra, yerinden çıkan toprak kaldırılır ve ürün borusu, veya taşıyıcı boru, çelik borunun içine yerleştirilir. Mevcut Bedenler Kategorisi:DÖNÜM, HFW veya SMLS Standartları:API 5CT PSL1/PSL2 J55,K55,N80-1,N80-Q,API 5CT PSL1/PSL2 L80-1, L80-9Cr,L80-13Cr,C90, C95, P110, Q125 Çelik Sınıfı:H40, J55, K55, N80

Delici tasmaları sondaj telinin temel bir bileşenidir, gerekli ağırlığı sağlamak, istikrar, Etkili delme işlemleri için yön kontrolü. Çeşitli türleri ve özelleştirilebilir boyutları, farklı delme ortamlarında çok yönlü uygulamalara olanak tanır. Sondaj verimliliğini artırarak, kuyu deliği kalitesinin iyileştirilmesi, ve ekipman aşınmasının azaltılması, matkap yakaları sondaj projelerinin başarısına önemli ölçüde katkıda bulunur.
Sondaj borusu ve aksesuar yelpazemiz, petrol ve gaz kuyusu sondajının zorlu taleplerini karşılayacak şekilde tasarlanmıştır, madencilik gibi diğer sondaj uygulamalarının yanı sıra, jeotermal, ve su kuyuları. Çeşitli boyutlar sunuyoruz, notlar, farklı ihtiyaçlara ve koşullara uygun konfigürasyonlar ve konfigürasyonlar. Ürünlerimiz en yüksek endüstri standartlarına uygundur, güvenilirliğin sağlanması, dayanıklılık, ve performans. Ürünlerimiz hakkında daha fazla bilgi almak veya özel gereksinimlerinizi görüşmek için, lütfen bizimle iletişime geçin. İhtiyaçlarınıza göre uyarlanmış yüksek kaliteli sondaj çözümleri sunmaya kendimizi adadık.

H40 mahfazalı çelik borular, petrol ve gaz kuyularının sondajı ve üretiminde önemli bileşenlerdir. Bu borular API Spec 5CT standartlarını karşılayacak şekilde üretilmiştir, kaliteyi sağlamak, performans, ve güvenilirlik. Titiz üretim süreçleri sayesinde, hassas boyutlar ve toleranslar, ve kapsamlı testler, H40 muhafaza boruları çeşitli sondaj ve üretim ortamlarında güvenilir performans sunar.
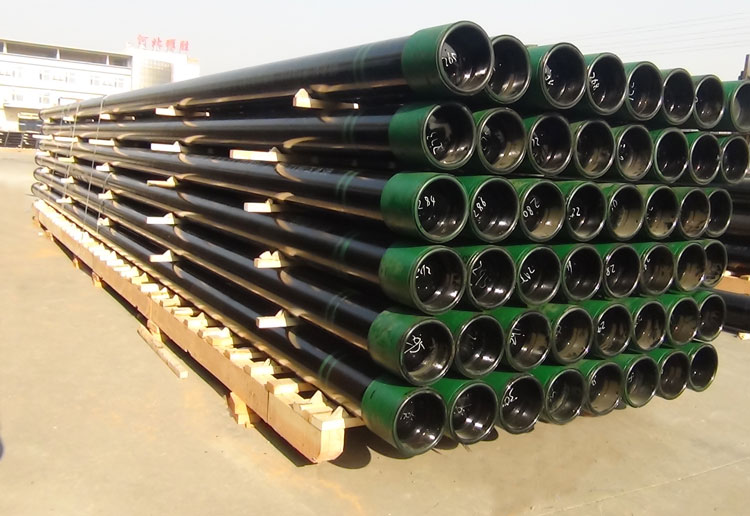
Amerikan Petrol Enstitüsü spesifikasyonu API 5CT J55 Boru, petrol ve gaz endüstrisinde kullanılmak üzere tasarlanmıştır.. API 5CT J55 yaygın olarak kullanılan bir petrol muhafaza borusu malzemesidir. API 5CT standardına göre üretilmekte ve çeşitli kuyu tiplerinde kullanılmaktadır., hem petrol hem doğalgaz. Muhafaza veya boru kullanmanın ana amaçları kuyu deliğini çökmeye karşı korumak ve kuyu sıvıları için bir kanal sağlamaktır.. Muhafaza ilk önce kuyuya yerleştirilir, ardından boru, genellikle çapı daha küçüktür ve bu nedenle mahfazanın içine yerleştirilebilir. Hem kasa hem de boru sistemi, yerin derinliklerinde karşılaşılan yüksek basınç ve sıcaklıklara dayanabilecek güçlü malzemelerden yapılmalıdır.. API 5CT J55 bu gereksinimleri karşılar ve, Öyleyse, OCTG için mükemmel bir seçim (petrol ülkesi boru şeklindeki ürünler) uygulamalar. Genellikle dikişsiz çelik boru olarak üretilir., ancak kaynaklı olarak da temin edilebilir. API 5CT J55 nispeten yüksek akma dayanımına ve iyi yorulma direncine sahiptir, yüksek basınç için ideal bir seçimdir, Petrol ürünleri gibi yüksek yüklü uygulamalar.

API 5CT K55, Amerikan Petrol Enstitüsü tarafından belirlenen bir boru sınıfıdır. API 5CT K55, genellikle kuyu delme işlemlerinde kullanılan bir tür kuyu kasasıdır. Gövde ve borular OCTG'dir (petrol ülkesi boru şeklindeki ürünler) kuyunun duvarlarını oluşturmak için kullanılır. Çelik boru kuyuya yerleştirilir ve çimento ile yerinde tutulur.. Çimento kuyunun çökmesini önlemeye yardımcı olur ve kuyu sıvılarının kaçmasını önler. API 5CT K55, dayanıklı olması ve yüksek sıcaklıklara ve basınçlara dayanabilmesi nedeniyle kuyu sondajı için popüler bir seçimdir.
