
ERW Kaynaklı Boru ve Üretim Süreci

ERW çelik borunun özellikleri
Standart: ASTM A53, ASTM A106, API5L, EN10210, EN10219,ASTM A178, ASTM A500/501, ASTM A691, ASTM A252, ASTM A672, İÇİNDE 10217
Çelik Sınıfı: B sınıfı, X42-X80, S275JR, S275J0H, S275JRH, S355JR, S355J0H, S355JRH
Boyutlar
İLE İLGİLİ: 1/8 inç ila 24 inç
WT: maksimum 26,5 mm
Uzunluk: Sabit uzunluk veya rastgele uzunluk, maksimum 12 metre
| Küçük çaplı ERW BORU | |||||||
| Dış çap | Sch 5 | Sch 10 | Sch 40 | ||||
| İnç | mm | Kalınlık | kg/mtr | Kalınlık | kg/mtr | Kalınlık | kg/mtr |
| 1/2″ | 21.3 | 1.65 | 0.81 | 2.11 | 1.01 | 2.77 | 1.29 |
| 3/4″ | 26.7 | 1.65 | 1.03 | 2.11 | 1.30 | 2.87 | 1.71 |
| 1″ | 33.4 | 1.65 | 1.31 | 2.77 | 2.12 | 3.38 | 2.54 |
| 1 1/4″ | 42.2 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 1 1/2″ | 48.3 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 2″ | 60.3 | 1.65 | 2.42 | 2.77 | 3.98 | 4.81 | 5.31 |
| 3″ | 88.9 | 2.11 | 4.58 | 3.05 | 6.54 | 5.49 | 11.45 |
| 3 1/2″ | 101.6 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 4″ | 114.3 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 5″ | 141.3 | 2.77 | 9.50 | 3.40 | 11.74 | 6.55 | 22.10 |
| 6″ | 168.3 | 2.77 | 11.47 | 3.40 | 14.04 | 7.11 | 28.68 |
| 8″ | 219.1 | 2.77 | 14.99 | 3.76 | 20.25 | 8.18 | 43.16 |
| Büyük çaplı ERW BORU | |||||||||||||||||||
| İLE İLGİLİ | WT | ||||||||||||||||||
| İnç | mm | 8 5/8″ | 219.1
mm |
10 3/4″ | 273.1
mm |
12 3/4″ | 325.0
mm |
14″ | 355.6
mm |
16″ | 406.4
mm |
18″ | 457.7
mm |
20″ | 508.0
mm |
24″ | 610
mm |
24 4/5″ | 630.0
mm |
| 0.157 | 4.0 | —- | — | ||||||||||||||||
| 0.197 | 5.0 | — | — | — | — | — | — | — | — | ||||||||||
| 0.236 | 6.0 | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
| 0.276 | 7.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.315 | 8.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
| 0.354 | 9.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
| 0.394 | 10.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.133 | 11.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.492 | 12.5 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.551 | 14.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.630 | 16.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.689 | 17.5 | — | — | — | — | — | — | — | — | — | — | ||||||||
| 0.748 | 19.0 | — | — | — | — | — | — | — | — | ||||||||||
| 0.787 | 20.0 | — | — | — | — | — | — | ||||||||||||
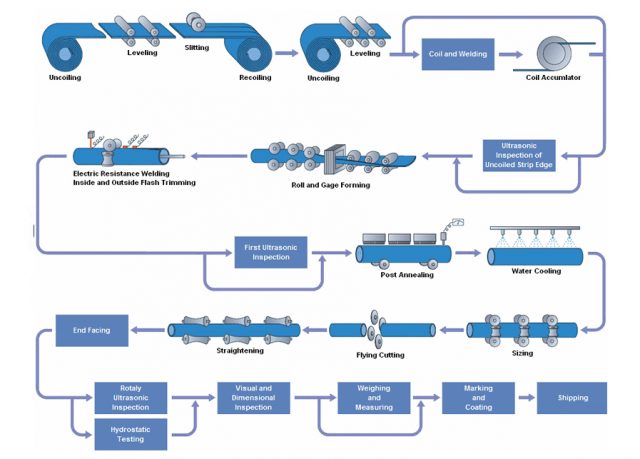
Kaynaklı Boru Üretim Süreci
ERW kaynağında, iki elektrot, genellikle bakırdan yapılır, basınç ve akım uygulamak için kullanılır. Elektrotlar disk şeklindedir ve malzeme aralarından geçerken dönerler.. Bu, uzun süreli sürekli kaynaklar yapmak için elektrotların malzeme ile sürekli temas halinde kalmasını sağlar..
Bir kaynak transformatörü düşük voltaj sağlar, yüksek akım AC gücü. Borunun ek yeri devrenin geri kalanına göre yüksek elektrik direncine sahiptir ve akım tarafından erime noktasına kadar ısıtılır.. Yarı erimiş yüzeyler, bir füzyon bağı oluşturan bir kuvvetle birbirine bastırılır., düzgün kaynaklı bir yapıyla sonuçlanır.

Karbon ve Alaşımlı Çelik Borunun Isıl İşlem Yöntemi
Karbon ve alaşımlı çelik borular için ısıl işlem yöntemleri şunları içerir: 4 esas olarak türler:
Normalleştirme, Tavlama, Söndürme ve Temperleme.
Çelik malzemenin mekanik özelliklerini iyileştirecek, tekdüze kimyasal bileşim, ve işlenebilirlik. Çelik metal malzemelere yönelik ısıl işlem, entegre ısıl işleme ayrılabilir, yüzey ısıl işlemi ve kimyasal ısıl işlem. Çelik boru genellikle entegre ısıl işlemi benimser.
Çelik malzemenin performansı esas olarak mekanik özelliklere atıfta bulunur, fiziksel özellikler, ve süreç performansı. Isıl işlem, çelik boru için farklı metalurjik yapı ve buna karşılık gelen performans getirecek, farklı endüstriyel veya petrol ve gaz hizmetlerinde daha iyi uygulanabilir.
Çelik malzemenin özelliklerini iyileştirmenin iki yöntemi vardır. Bir yöntem kimyasal bileşimi ayarlamaktır., adı verilen alaşımlama yöntemi. Diğer yöntem ise ısıl işlemdir.. Modern endüstriyel teknoloji alanında, Isıl işlem, hakim konumda çelik boru performansını artırır.
Isıl işlem amaçları
1. Isıtma.
Çelik malzeme kritik noktanın altında veya kritik noktanın üzerinde ısıtılabilir. Eski ısıtma yolu yapıyı stabilize edebilir ve artık gerilimi ortadan kaldırabilir. İkinci yol malzemenin östenitlenmesini sağlayabilir. Östenitleme, çelik metalin kritik sıcaklığının üzerinde yeterince uzun süre ısıtılmasıdır., yani dönüştürülebilir. Östenitleme sonrasında su verme işlemi uygulanırsa, o zaman malzeme sertleşecek. Söndürme östeniti martenzite dönüştürecek kadar hızlı sürecektir. Östenitleme sıcaklığına ulaşıldığında, uygun mikro yapı ve tam sertlik, çelik boru malzemesi daha sonraki ısıl işlem prosesleriyle elde edilecek.
2. Isı koruma.
Isı korumanın amacı çelik malzemenin ısıtma sıcaklığını eşitlemektir., o zaman makul bir ısıtma organizasyonu elde edilecektir.
3. Soğutma
Soğutma işlemi ısıl işlemin en önemli işlemidir, çelik borunun soğutma işleminden sonraki mekanik özelliklerini belirler.
Karbon ve alaşımlı çelik boru endüstrisinde dört ana ısıl işlem yöntemi Çelik boru için ısıl işlem süreçleri normalleştirmeyi içerir, tavlama, tavlama, söndürme ve diğer süreç.
Normalleştirme
Çelik borunun kritik sıcaklığın üzerine ısıtılması, ve havada soğutuldu.
Normalleştirme yoluyla, çelik malzeme stresi hafifletilebilir, Soğuk çalışma prosesi için sünekliği ve tokluğu artırır. Normalleştirme genellikle karbon ve düşük alaşımlı çelik boru malzemesine uygulanır. Farklı metal yapı üretecek, perlit, beynit, biraz martenzit. Bu da daha sert ve daha güçlü çelik malzemeyi beraberinde getiriyor, ve tam tavlama malzemesine göre daha az süneklik.
Tavlama
Malzemenin, mikroyapı ostenite dönüşene kadar yeterince uzun süre kritik sıcaklığının üzerinde ısıtılması. Daha sonra fırında yavaş yavaş soğutulur., Ferrit ve perlitin maksimum dönüşümünü elde edin.
Tavlama kusurları ortadan kaldıracaktır, kimyasal bileşimi ve ince taneleri eşitleyin. Bu işlem genellikle yüksek karbonlu malzemeler için uygulanır., Düşük alaşımlı ve alaşımlı çelik boruların sertliklerini ve mukavemetlerini azaltmaları gerekir, kristal yapıyı iyileştirin, plastisiteyi geliştirmek, süneklik, tokluk ve işlenebilirlik.
Söndürme
Çelik boru malzemesinin mikroyapı dönüşümü tamamlanana kadar kritik sıcaklığa ısıtılması, hızlı bir şekilde soğutmak.
Söndürmenin amacı termal stres ve doku stresi üretmektir.. Temperleme yoluyla ortadan kaldırabilir ve geliştirebilir. Söndürme ve temperleme kombinasyonu kapsamlı performansı geliştirebilir.
Temperleme
Çelik malzemenin kritik noktanın altındaki kesin bir sıcaklığa ısıtılması, ve sıklıkla havada yapılır, vakum veya inert atmosferler. Düşük sıcaklıkta temperleme vardır 205 595°F'a kadar (400 1105°F'a kadar), orta sıcaklık ve yüksek sıcaklıkta temperleme (700°C'ye 1300℉).
Temperlemenin amacı çelik ve alaşımlı çelik borunun tokluğunu arttırmaktır.. Temperlemeden önce, bu çelik çok serttir ancak çoğu uygulama için fazla kırılgandır. İşlemden sonra çelik borunun plastisitesini ve tokluğunu artırabilir, Artık gerilimi azaltın veya ortadan kaldırın ve çelik borunun boyutunu sabitleyin. İyi kapsamlı mekanik özellikler getirir, hizmette değişmesin diye.
Alaşım bazlı çelik boru malzemesi için çözüm işlemi
Bir alaşımın uygun sıcaklığa ısıtılması, veya daha fazla bileşenin katı bir çözeltiye dönüşmesine neden olacak kadar uzun süre bu sıcaklıkta saklayın, daha sonra bu bileşenleri çözelti içinde tutmak için hızlı bir şekilde soğutulur.
Çözelti muamelesi veya çökelme yaşlandırma sertleştirmesi yoluyla gerekli farklı performanslara ulaşabilen çok sayıda dökme ve dövme nikel bazlı alaşım vardır.. Oda sıcaklığı ve yüksek sıcaklıkta mekanik dayanım gibi özellikler, Bu ısıl işlemle korozyon direnci ve oksidasyon direnci önemli ölçüde artırılacaktır.. Birçok nikel bazlı alaşım, istenen özelliklerini yalnızca çözelti işlemi yoluyla geliştirir., Hastelloy ve nikel alaşımlı çelik boru gibi.
Solüsyon tedavisi sırasında, karbür ve çeşitli alaşım elementleri ostenit içerisinde eşit şekilde çözülür. Hızlı soğuma, karbon ve alaşım elementlerinin çökelmesi için çok geç olmasına neden olur, ve tek östenit dokusunun ısıl işlem sürecini elde edin. Solüsyon tedavisi iç yapıyı ve kimyasal bileşimi tekdüze hale getirebilir. Ayrıca Hastelloy ve nikel alaşımlı çelik boruların korozyon direncini de eski haline getirebilir..

ERW Çelik Boru(Elektrik Direnci Kaynaklı Boru), A53 ERW Boru, ERW Karbon Çelik Boru ERW çelik boru Boru Ucu Ürün Detayları: kare uçlar (düz kesim, testere kesimi, ve meşale kesimi). veya kaynak için eğimli, eğimli, Yüzey: Hafifçe yağlanmış, Sıcak daldırma galvanizli, Elektro galvanizli, Siyah, Çıplak, Vernik kaplama/Pas önleyici yağ, Koruyucu Kaplamalar (Kömür Katranı Epoksi, Fusion Bond Epoksi, 3-katmanlar PE) Ambalaj: Her iki uçta plastik tapalar, Maksimum altıgen demetler. 2,000kg birkaç çelik şeritle birlikte, Her pakette iki etiket, Su geçirmez kağıda sarılmış, PVC kılıf, ve birkaç çelik şeritli çul, Plastik kapaklar. Test: Kimyasal Bileşen Analizi, Mekanik Özellikler (Nihai çekme mukavemeti, Verim gücü, Uzama), Teknik Özellikler (Düzleştirme Testi, Bükme Testi, Sertlik Testi, Darbe Testi), Dış Boyut Denetimi, Hidrostatik Test, NDT TESTİ ( VE TEST, RT TESTİ, ÇIKIŞ TESTİ) ERW Hat Borusu için ERW Muhafaza için ERW Yapı Borusu için Yüksek basınç ve yüksek sıcaklık için

Abter, Çin merkezli bir ERW çelik boru üreticisi ve tedarikçisidir. Ana ürünlerimiz kazan çelik borusunu içerir, 3PE korozyon önleyici çelik borular, fiberglas yalıtımlı boru hattı, birkaçını saymak gerekirse. Yüksek kaliteli ürünlerimizin tümü rekabetçi fiyatlarla sunulmaktadır. Köpük yalıtımlı boru hattı imalatının tam zinciri, SSAW çelik boru, vesaire. Çin'de tamamlanabilir, bir şehirde bile. Daha düşük üretim maliyeti, satın alma maliyetinizden tasarruf etmenizi sağlar. Her ürünün ayrıntılı bilgileri ilgili ürün sayfasında gösterilir.

ERW çelik borular çeşitli endüstriyel uygulamalarda önemli bir bileşendir, Sıvı taşıma ve yapısal kullanımlar için güvenilir ve ekonomik bir çözüm sunmak. Sağlanan özellikler, bu boruların sıkı endüstri standartlarını ve müşteri gereksinimlerini karşılamasını sağlar.
Hem ERW hem de HFW çelik boruların benzersiz avantajları ve uygulamaları vardır. ERW boruları, maliyet etkinliğinin ve yeterli dayanıklılığın gerekli olduğu genel amaçlar için uygundur. Tersine, Üstün kaynak kalitesi ve daha yüksek mukavemet gerektiren uygulamalarda HFW borular tercih edilmektedir., özellikle petrol ve gaz endüstrisinde ve yüksek basınçlı sıvı taşıma sistemlerinde. ERW ve HFW arasındaki seçim projenin özel gereksinimlerine bağlı olacaktır., mekanik stres dahil, basınç koşulları, ve bütçe kısıtlamaları.

EFW çelik borular büyük çap gerektiren uygulamalar için güvenilir bir seçimdir, mükemmel kaynak bütünlüğüne sahip yüksek mukavemetli borular. Üretim süreçleri sağlam ve tutarlı kalite sağlar, onları petrol ve gaz gibi zorlu endüstrilere uygun hale getiriyor, petrokimya, ve büyük ölçekli su temin sistemleri. ERW ve HFW borulara kıyasla daha yüksek maliyete sahip olabilirler, üstün mekanik özellikleri ve yüksek basınç koşullarına dayanabilme yetenekleri, kritik uygulamalarda kullanımlarını haklı çıkarmaktadır..

Sonuç HFI çelik borular geniş bir uygulama yelpazesi için güvenilir ve verimli bir seçimdir, yüksek kaliteli kaynaklar ve tutarlı boyutlar sunar. Maliyet etkinlikleri ve çok yönlülükleri onları petrol ve gaz gibi endüstrilerde popüler bir seçenek haline getiriyor, yapı, ve otomotiv.
