
Çelik Boru Dirsek Ek Parçaları

Çelik dirsek, bir çeşit boru bağlantı parçası, yön değişikliğine izin vermek için aynı veya farklı nominal deliğe sahip iki boru arasına monte edilen yaygın olarak kullanılan bir parçadır. Genellikle 45°'dir, 90º, 180° açı, 60° ve diğer açılı dirsekler de mevcuttur. Eğrilik yarıçapına göre, çelik dirsek, uzun yarıçaplı boru dirseği ve kısa yarıçaplı dirsekler olarak kategorize edilir. Uzun yarıçaplı dirseğin eğrilik yarıçapı 1.5 boru dış çapının süreleri, ve kısa yarıçaplı boru dirseklerininki 1.0 borunun dış çapının süresi.
Çelik dirsek genellikle kapsar 80% tüm sistemdeki boru bağlantı parçalarının. Farklı malzeme veya et kalınlığına sahip dirsekler üretilirken farklı şekillendirme teknolojisi kullanılmaktadır.. Her zamanki dikişsiz dirsek şekillendirme teknolojisi sıcak itmeden oluşur, damgalama ve ekstrüzyon. Farklı üretim teknolojilerine göre, Çelik dirseğimiz kaynak dirseği olarak sınıflandırılabilir, dirsek damgalama, itilmiş dirsek ve döküm dirsek. Kaynak, dirsekleri borulara bağlamanın en yaygın yoludur ancak flanş bağlantısı gibi başka yöntemler de vardır., termal bağlantı, elektro füzyon eklemi, dişli bağlantı ve geçmeli bağlantı.
Çelik dirsek proses ve kontrol sistemlerinde yaygın olarak kullanılmaktadır., kimyasal, petrol, gübre, akışkan gücü, elektronik pompalar ve kağıt fabrikaları. Ayrıca hortumları vanalara bağlamak için de kullanılır., su basıncı pompaları ve güverte drenajları. Ağır malzemelerden yapılmış bazı çelik boru dirsekleri aşırı yüksek veya düşük sıcaklıklara uygun uygulamalarda kullanılır.. Fümigasyon gerektirmeyen kasalarda veya ahşap tutucularda saklanabilir.
Duvar Kalınlığı
Abter Şirketi farklı program numaralarında çelik dirsek tedarik ediyor. Program numarası duvar kalınlığının bir göstergesidir ve elimizde sch10 mevcuttur, Sch20, Sch30, std, Sch40, Sch60, xs, Sch80, Sch100, Sch120, sch140, sch160, xx'ler, sch5'ler, sch20'ler, sch40'lar ve sch80'ler.
Çelik Dirsek Hammaddeleri
Çelik boru dirseğimizi üretecek malzemeler şunlar olabilir::
Karbon Çelik: ASTM/ASME A234 WPB, WPC
Alaşımlı Çelik: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
Paslanmaz çelik: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Düşük Sıcaklık Çeliği: ASTM/ASME A402 WPL 3-WPL 6
Yüksek Performanslı Çelik: ASTM/ASME A860 WPHY 42-46-52-60-65-70
Boru Çelik Dirsek Teknik Özellikleri
| Tip | |||
| Dikişsiz Çelik Dirsek | Düz Dikişli Dirsek | Alın Kaynaklı Dirsek | |
| Dış Çap | 1/2″ ~ 24″ | 4″ ~ 24″ | 12″ ~ 78″ |
| Duvar Kalınlığı | 3 mm~ 200 mm | ||
| Yarıçap | R=1D ~ 2.0D | ||
| Açı | 0180° | ||
Çelik Dirsek İçin Mevcut Standartlar
Firmamız farklı standartlarda çelik boru dirseği tedarik etmektedir.. Detaylı bilgi aşağıda listelenmiştir.
GB/T12459-2005 GB/T13401-2005 GB/T10752-2005
SH/T3408-1996 SH/T3409-1996
SY/T0518-2002 SY/T0510-1998
DL/T695-1999 GD2000 GD87-1101
HG/T21635-1987 HG/T21631-1990
ASME B16.9-2007 ASME B16.25-2007
MSS SP'si 75-2008
CSA Z245.11-05-2005
EN10253-1-1999 EN10253-2-2007 EN10253-3-2008 EN10253-4-2008
DIN2605-1-1992 DIN2605-2-1995
BS1640-1-1962 BS1640-2-1962 BS1640-3-1968 BS1640-4-1968 BS1965-1-1963
AFNOR NF A 49-289-1990 AFNOR NF A 49-170-1-1999 AFNOR NF A 49-170-2-2009 AFNOR NF A 49-170-3-2009 AFNOR NF A 49-170-4-2009
ISO3419-1981 ISO5251-1981
JIS B2311-2009 JIS B2312-2009 JIS B2313-2009
Süreç Akış Şeması – Dikişsiz Çelik Dirsek Proses Akış Şeması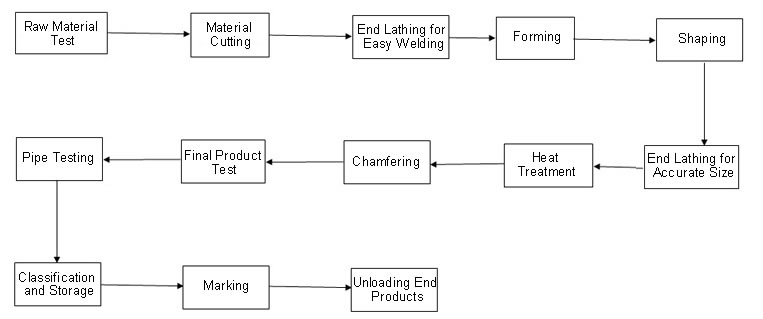
Alın Kaynaklı İmalatı DİRSEKLER – Sıcak Şekillendirmeye Giriş
Sıcak çalışmanın başlıca yöntemleri ekstrüzyondur., çizim, dövme ve haddeleme. Haddeleme en kapsamlı kullanılan şekillendirme işlemidir, ancak süreç için bazı sınırlamalar geçerli olabilir. Haddeleme temel olarak üç ana alt kategoriden oluşur: düz haddeleme, şekil haddeleme (özel olarak tasarlanmış yuvarlanma olukları ile) ve boru haddeleme (piercing dahil). Dövme, hamming olarak alt kategorilere ayrılabilir, basma, vesaire.
Dövme çekiç altında yapılabilir, mekanik preslerde ve ayırıcılarda veya rulo dövme olarak bilinen bir yöntemle. Presleme genellikle hidrolik preslerde dövme eşyaların imalatını içerir. Ekstrüzyon genellikle sıcak çeliği bir kalıptan zorlayan hidrolik preslerde gerçekleştirilir.. Haddeleme çeşitli tipteki haddehanelerde gerçekleştirilir.
Yüksek sıcaklıklarda metal şekillendirme yapmanın iki temel nedeni (sıcak çalışma) çeliğin deformasyona karşı direncini azaltarak şekillendirme yüklerini azaltmaktır, ve son ürünlerin mukavemeti ve sünekliği için tercih edilen metalurjik yapıları geliştirmek.
Bir ürünün en uygun üretim yöntemine, malzemesi dikkate alınarak karar verilecektir., boyutlar, şekil, kullanmak, standartlar ve diğer özellikler.
Alın kaynaklı bağlantı parçalarının imalatı için çok sayıda süreç vardır, aşağıda listelenen birkaç örnek.

DİRSEKLER: Mandrel yöntemi (Sıcak Şekillendirme)
Borulardan Dirsek imalatında en yaygın imalat yöntemlerinden biri. Hammaddeyi ısıttıktan sonra, adı verilen bir kalıbın üzerine itilir “mandrel” borunun aynı anda genişlemesine ve bükülmesine olanak tanır. Geniş bir boyut aralığına uygulanabilir.
Çelik boru bağlantılarının dirsekleri endüstriyel tesislerde kullanılmakta olup, çoğunlukla düz çelik boru hammaddesinden sıcak mandrel bükümüyle üretilmektedir.. Dirsekler genellikle yüksek sıcaklıkta itme yoluyla üretilir., boruların aynı anda genişletilmesi ve bükülmesi, mandrelin iç aletini kullanarak. Mandrelin bükülmesinin özellikleri büyük ölçüde mandrelin entegre şekline ve boyutlarına bağlıdır.
Sıcak mandrel bükme kullanılarak üretilen dirsekler, diğer bükme yöntemi türlerine göre küçük kalınlık sapması ve daha kısa bükülme yarıçapı avantajlarına sahiptir..

Boru bağlantı gövdeleri genellikle bağlandıkları boru veya boru sistemiyle aynı temel malzemeden yapılır.: bakır, çelik, PVC, CPVC veya ABS. Sıhhi tesisatın izin verdiği herhangi bir malzeme, sağlık veya bina kodları (uygun olduğu şekilde) kullanılabilir, ancak sistemdeki diğer malzemelerle uyumlu olmalıdır, taşınan sıvı, ve içerideki sıcaklık ve basınç (ve dışarıda) sistem. Bakır üzerine pirinç veya bronz bağlantı parçaları Sıhhi tesisat ve sıhhi tesisat sistemlerinde yaygındır. Yangına dayanıklılık, şok direnci, mekanik dayanım, hırsızlık önleme ve diğer faktörler de boru bağlantı parçaları için malzeme seçimini etkiler.

Malzeme Paslanmaz Çelik ASME / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L, 316/316L, İTİBAREN 1.4301, DIN1.4306, İTİBAREN 1.4401, İTİBAREN 1.4404 Boyut ANSI B16.9, ANSI B16.28, MSS-SP-43 Tip A, MSS-SP-43 Tip B, HE B2312, JIS B2313 Kalınlık Programı 5S, 10S, 20S, S10, S20, S30, CYBH, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS ve benzeri.

Çapraz bağlantı parçaları boruların dallanmasına izin verir, suyun veya diğer sıvıların çeşitli tesisat veya alanlara dağıtımını sağlamak. Su temini sistemlerinde yaygın olarak kullanılırlar., sulama sistemleri, ve ısıtma sistemleri.

Boruların dikey olarak monte edildiği yerlerde ve pompaların basma tarafında eşmerkezli redüktörler kullanılır. Eksantrik redüktörler daha çok boru tesisatı boru rafı üzerine yerleştirildiğinde kullanılır. Düz tarafı nedeniyle, boruların rafa hizalanması ve güvenli bir şekilde monte edilmesi daha kolaydır.

Alın Kaynak Başlığı Alın kaynak başlığı üreticisiyiz ve tüm programları karbon çeliği gibi malzeme çeşitlerinde tedarik ediyoruz, paslanmaz çelik, alaşımlı çelik. Zizi ASME'de boru kapakları üretiyor, İTİBAREN, JIS ve diğer gerekli standartlar. Boru kapağı, boru ucunu kapatarak sıvıyı durdurmak için yaygın olarak kullanılan boru bağlantı parçalarından biridir.. Alın kaynak tipi mevcuttur, soket kaynak tipi ve dişli tip, ve alın kaynaklı başlık, iyi performans nedeniyle daha popülerdir, sağlam bağlantı ve geniş boyut seçim aralığı.

Tip A- Yeterli kafa alanının mevcut olduğu yerlerde kullanılır. Belirli bir yükseklik arzu edilir. Tip B- Boşluk payının sınırlı olduğu yerlerde kullanılır. Kafa eki tek bir pabuçtur. Tip C- Boşluk payının sınırlı olduğu yerlerde kullanılır. Kafa eki yan yana çıkıntılardır
