
Ống thép LSAW (Ống hàn hồ quang chìm dọc)

Ống thép LSAW (Ống hàn hồ quang chìm dọc)
MỘT SỐ ỐNG UOE
Đường kính ngoài:Φ508mm- 1118mm (20″- 44″)
Độ dày của tường: 6.0-25.4mm 1/4″-1″
Tiêu chuẩn chất lượng: API、DNV、ISO、DEP、TRONG、ASTM、TỪ、BS、ANH TA、GB、CSA
Chiều dài: 9-12.3tôi (30′- 40′)
Điểm: API 5L A-X90,GB/T9711 L190-L625
JCOE MỘT SỐ ỐNG
Đường kính ngoài:Φ406mm- 1626mm (16″ – 64″ )
Độ dày của tường:6.0- 75mm (1/4″ – 3″ )
Tiêu chuẩn chất lượng:API、DNV、ISO、DEP、TRONG、ASTM、TỪ、BS、ANH TA、GB、CSA
Chiều dài:3-12.5tôi ( 10′- 41′ )
Điểm:API 5L A-X100, GB/T9711 L190-L690
ỨNG DỤNG ỐNG LSAW
XÂY DỰNG DÂN DỤNG:
Ống kết cấu cho sân vận động, cầu và tòa nhà.
MẶT HÀNG ĐẶC BIỆT:
Ống mẹ cho các khúc cua, ống cho các cơ sở bắt sên (bao gồm cả HIC & SSC). Các cấu kiện dạng ống đúc sẵn sẵn sàng được lắp ráp tại bãi thi công.
CÂY TRÊN BÊN BÊN:
Ống gia công cho ngành hóa dầu, nhà máy xử lý dầu khí, nhà máy điện và lò phản ứng, nhà máy lọc dầu và khí đốt, và kho cảng LNG.
CẤU TRÚC NGOÀI BỜ:
Ống, cọc, lon và nón cho áo khoác ngoài khơi. Lớp vỏ ngoài và lớp nền cho trang trại gió.
Ống thép hàn dọc được sử dụng trong các đường ống dẫn dầu và khí đốt trên bờ và ngoài khơi đòi hỏi dịch vụ quan trọng, hiệu suất cao và dung sai chặt chẽ. Ống LSAW cũng được sử dụng để vận chuyển chất dễ cháy & chất lỏng không cháy, và là thành viên kết cấu trong các dự án xây dựng.
Dung sai của đường kính ngoài và độ dày của tường
| Các loại | Tiêu chuẩn | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Độ lệch OD cuối ống | ±0,5%D | ±0,5%D | -0.79mm~+2.38mm | <±0,1%T | <±0,1%T | ±1.6mm |
| Độ dày của tường | ±10,0%T | D<508mm, ±12,5%T | -8%T~+19,5%T | <-12.5%T | -8%T~+19,5%T | 5.0mm<t<15.0mm, ±0,11<=”” p=””></t<15.0mm,> |
| D>508mm, ±10,0%T | T ≥15.0mm, ±1.5mm | |||||
Thành phần hóa học và tính chất cơ học của ống thép LSAW
| Tiêu chuẩn | Cấp | Thành phần hóa học(tối đa)% | Tính chất cơ học(phút) | |||||
| C | Mn | Và | S | P | Sức mạnh năng suất
(Mpa) |
Độ bền kéo
(Mpa) |
||
| GB/T700-2006 | MỘT | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | MỘT | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS En10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| TỪ 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| CHỈ G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | MỘT | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
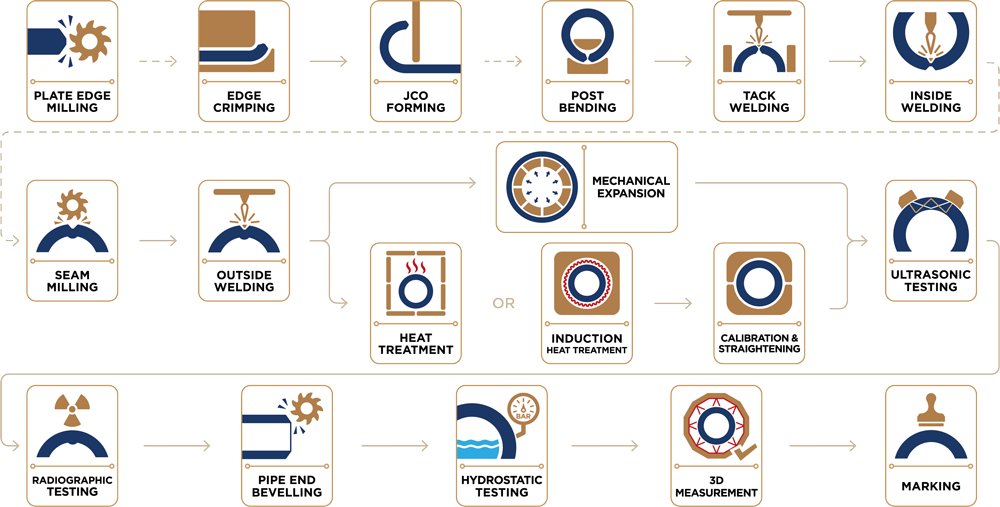
CÁI CƯA ( Ống hàn )Quy trình sản xuất
UOE là phương pháp được sử dụng để sản xuất ống hàn dọc có đường kính lớn. Các cạnh dọc của tấm thép được vát lần đầu tiên bằng thiết bị phay cacbua. Các tấm vát sau đó được tạo thành hình chữ U bằng cách sử dụng máy ép chữ U và sau đó thành hình chữ O bằng cách sử dụng máy ép chữ O.
Các cạnh dọc của tấm sau đó được hàn dính, tiếp theo là các mối hàn bên trong và bên ngoài.
Các ống được sản xuất theo quy trình này phải chịu hoạt động mở rộng để giảm bớt ứng suất bên trong và đạt được dung sai kích thước hoàn hảo..
Sau khi các đường ống được chuyển đến giãn nở nguội, kiểm tra thủy tĩnh và kiểm tra NDT, các đường ống sẽ được kiểm tra lần cuối về việc tuân thủ các yêu cầu của khách hàng.
Bắt đầu từ khâu kiểm soát đầu vào đến giai đoạn kiểm tra cuối cùng; Toàn bộ quá trình được giám sát và hỗ trợ bởi hệ thống máy tính. Khả năng truy xuất nguồn gốc đạt được bằng cách kiểm soát đầu vào và mã vạch trên toàn bộ dây chuyền sản xuất.
Luồng sản xuất
Phạm vi sản xuất
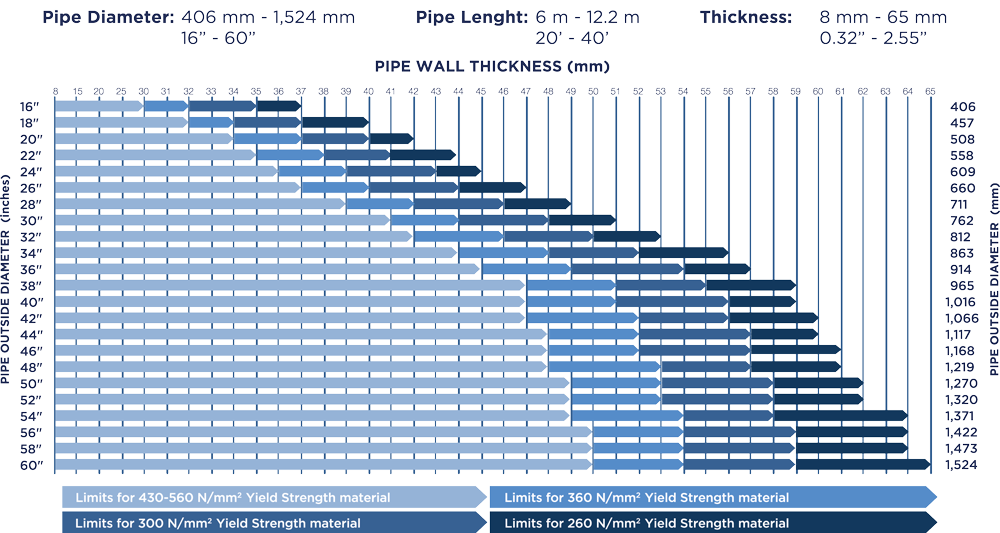
- Đường kính ống : 406 mm – 1,524 mm (16” – 60”)
- ống dàith : 6 tôi – 12.2 tôi (20” – 40”)
- độ dày : 8 mm – 65 mm (0.32″ – 2.55″)
TỔNG QUAN THIẾT BỊ CÔNG TY


Máy cắt Oxy – Plasma
Máy uốn trước
Máy uốn ép
Máy uốn cuộn
Máy hàn đinh
Máy LSAW nội bộ
Máy phay
Máy LSAW bên ngoài
Cổng hàn
Máy mài
Máy ép định cỡ
Xử lý nhiệt sau hàn
Máy vát mép cuối
Máy cắt ống
Tự độngUT
Bunker RX
Máy thủy lực
Kiểm tra kích thước tự động
Ống thép LSAW, dù được sản xuất thông qua UOE, JCOE (Nhấn uốn), hoặc JCOE (uốn cuộn) phương pháp, không thể thiếu trong các ứng dụng công nghiệp khác nhau do độ bền cao của chúng, độ chính xác chiều, và tuân thủ nhiều tiêu chuẩn quốc tế. Mỗi quy trình sản xuất đều có những ưu điểm riêng, làm cho những đường ống này phù hợp để vận chuyển chất lỏng và khí, cũng như để sử dụng trong các dự án kết cấu và kỹ thuật.

Ống DSAW là sự lựa chọn tuyệt vời cho các ứng dụng đòi hỏi khắt khe nhờ độ chính xác trong sản xuất của chúng, sức mạnh, và tính linh hoạt. Dù hàn thẳng hay xoắn ốc, những đường ống này đáp ứng các tiêu chuẩn nghiêm ngặt của ngành và là giải pháp đáng tin cậy để vận chuyển chất lỏng và khí dưới áp suất cao.

Ống thép ASTM A53 LSAW là sự lựa chọn đáng tin cậy cho các ứng dụng công nghiệp khác nhau nhờ độ bền của chúng, độ bền, và quy trình sản xuất chất lượng cao. Cho dù được sử dụng trong việc vận chuyển chất lỏng, dự án kết cấu, hoặc hệ thống cơ khí, những ống này cung cấp hiệu suất tuyệt vời và độ tin cậy lâu dài.
Ống thép ASTM A252 LSAW và DSAW là sự lựa chọn tuyệt vời để đóng cọc móng và hỗ trợ kết cấu nhờ độ bền của chúng, độ bền, và quy trình sản xuất chất lượng cao.
TRONG 10219 Ống thép LSAW và DSAW rất cần thiết trong các ứng dụng kết cấu và kỹ thuật khác nhau do độ bền cao của chúng, độ bền, và quy trình sản xuất chính xác. Những ống này cung cấp hiệu suất đáng tin cậy trong môi trường đòi hỏi khắt khe, làm cho chúng trở thành sự lựa chọn tuyệt vời cho việc xây dựng, cơ sở hạ tầng, và ứng dụng cơ khí.

Ống thép SAWL là sự lựa chọn đáng tin cậy cho các ứng dụng kết cấu và áp suất cao nhờ khả năng chịu lực cao, mối hàn dọc liên tục và tính linh hoạt trong sản xuất. Khi lựa chọn các đường ống này, điều cần thiết là phải xem xét các yêu cầu cụ thể của dự án của bạn, bao gồm cả những áp lực liên quan và điều kiện môi trường, để đảm bảo tính toàn vẹn và tuổi thọ của hệ thống đường ống.
