
uốn ống : thép cacbon, thép hợp kim và thép không gỉ

Thép uốn là một mảnh kết nối phổ biến trong hệ thống đường ống. Nó được sử dụng để liên kết hai đường ống giống nhau hoặc hướng khác nhau do các góc có liên quan theo bán kính uốn khác nhau. Một đường ống thép được sử dụng trong hầu hết mọi máy. Công ty chúng tôi áp dụng các công nghệ sản xuất nâng cao để uốn cong, con tem, Đẩy hình thành, Đúc nén và gia công để sản xuất uốn cong thép.
Uốn thép chủ yếu được sử dụng trong dầu, Vận chuyển khí và chất lỏng và đóng một vai trò quan trọng trong máy bay và động cơ máy bay. Ngoài ra, Chúng được sử dụng rộng rãi trong điện, hóa chất, Xây dựng tàu, Hệ thống cung cấp nhiệt, làm giấy, luyện kim và các ngành công nghiệp khác.
Nguyên liệu thô của uốn cong thép
Công ty chúng tôi cung cấp uốn cong ống thép carbon, Hợp kim uốn cong, uốn thép không gỉ, uốn cong thép nhiệt độ thấp và uốn ống thép hiệu suất cao. Thông tin chi tiết được liệt kê dưới đây.
Thép cacbon: ASTM/ASME A234 WPB、WPC
thép hợp kim: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
thép không gỉ: ASTM/ASME A403 WP 304-304L-304H-304LN-304N, ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti, ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Thép nhiệt độ thấp: ASTM/ASME A402 WPL 3-WPL 6
Thép hiệu suất cao: ASTM/ASME A860 WPHY 42-46-52-60-65-70
Thông số kỹ thuật của uốn cong thép
| Loại uốn cong: | Loại uốn cong: uốn ống, Uốn cong ống thép, Uốn cong nóng, Uốn cong cảm ứng, Cảm ứng uốn cong nóng | ||
| Uốn cong liền mạch | Đường cong thẳng | Uốn cong ống xoắn ốc | |
| Đường kính ngoài | 1/2″~ 24″ | 4″~ 24″ | 8″ ~ 78″ |
| Độ dày của tường | 3 mm ~ 200 mm | ||
| Bán kính uốn | R = 2,5D/3D/4D/5D/6D/7D/8D/9D/10D/20D | ||
| Góc | 15/30/45/60/90/135/180 DEG | ||
Các tiêu chuẩn có sẵn cho uốn cong đường ống
Công ty chúng tôi cung cấp uốn cong thép của các tiêu chuẩn khác nhau. Thông tin chi tiết được liệt kê dưới đây.
ASME B16.49-2007
ASME B16.25-2007
Và / T5257-2004
DL/T515-2004 GD2000 GD87-1101
Là một nhà sản xuất và nhà cung cấp của phụ kiện đường ống có kinh nghiệm ở Trung Quốc, Chúng tôi cung cấp nhiều loại sản phẩm, bao gồm cả đường ống mặt bích, phụ kiện ống tee thép, ống thép, và mặt bích ống thép tấm, vân vân.
Sản xuất uốn cong cảm ứng
Uốn cong cảm ứng được hình thành trong một nhà máy bằng cách truyền một chiều dài của ống thẳng qua máy uốn cong cảm ứng. Máy này sử dụng một cuộn dây cảm ứng để làm nóng một dải hẹp của vật liệu ống. Đầu cuối của đường ống được kẹp vào một cánh tay trục.
Khi đường ống được đẩy qua máy, Một uốn cong với bán kính cong mong muốn được tạo ra. Vật liệu được làm nóng ngay bên ngoài cuộn cảm ứng được làm nguội bằng bình xịt nước trên bề mặt bên ngoài của đường ống. Sự giãn nở nhiệt của phần được làm nóng hẹp của đường ống bị hạn chế do đường ống không được xử lý ở hai bên, gây ra sự co ngót đường kính khi làm mát.
Quá trình uốn cảm ứng cũng gây ra sự dày lên thành trên các intrados và mỏng trên các ống dẫn. Mức độ nghiêm trọng của độ dày/mỏng phụ thuộc vào nhiệt độ uốn, tốc độ mà đường ống được đẩy qua cuộn cảm ứng, vị trí của cuộn cảm ứng so với đường ống (Gần hơn với Intrados hoặc Extrados), và các yếu tố khác.
Hầu hết các uốn cong cảm ứng được sản xuất với các đầu tiếp tuyến (các phần thẳng) không bị ảnh hưởng bởi quá trình uốn cảm ứng. Các mối hàn trường được tạo ra hoặc các phần pup ống được gắn vào các đầu tiếp tuyến không bị ảnh hưởng, Cho phép Fitup tương tự như được tìm thấy khi hàn các phần thẳng của đường ống với nhau.
Uốn cong cảm ứng có các góc uốn tiêu chuẩn (ví dụ. 45°, 90°, vân vân.) hoặc có thể được tùy chỉnh cho các góc uốn cụ thể. Hợp chất uốn cong (ngoài mặt phẳng) uốn cong trong một khớp duy nhất của đường ống cũng có thể được sản xuất. Bán kính uốn được chỉ định là một hàm của đường kính. Ví dụ, Bán kính uốn cong thông thường cho uốn cong cảm ứng là 3D, 5D và 7d, trong đó D là đường kính ống danh nghĩa.
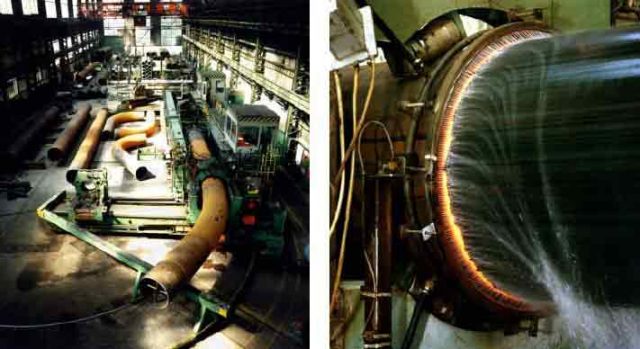
| Việc uốn cong cảm ứng của 48 đường ống inch | Xem trên cuộn dây cảm ứng và vùng nóng trong quá trình uốn |
Cung cấp cảm ứng là gì?
Uốn cong cảm ứng là một phương tiện được kiểm soát của đường ống thông qua việc áp dụng hệ thống sưởi cục bộ bằng cách sử dụng năng lượng điện có tần số cao.
Ban đầu được sử dụng cho mục đích thép cứng bề mặt, Công nghệ cảm ứng khi được sử dụng trong uốn ống bao gồm cơ bản là một cuộn cảm ứng được đặt xung quanh đường ống để bị uốn cong. Cuộn dây cảm ứng nóng lên, phần chu vi của đường ống đến nhiệt độ giữa 850 Và 1100 ° Rees Celsius (phụ thuộc vào vật liệu được hình thành). Khi đạt được phạm vi nhiệt độ uốn chính xác, Ống được di chuyển chậm qua cuộn dây cảm ứng trong khi lực uốn được áp dụng bằng cách sắp xếp cánh tay bán kính cố định.






