
Phụ kiện khuỷu tay ống thép

Khuỷu tay thép, một loại phụ kiện đường ống, là một bộ phận thường được sử dụng được lắp đặt giữa hai ống có lỗ khoan danh nghĩa giống nhau hoặc khác nhau để cho phép thay đổi hướng. Nó thường có 45°, 90º, 180ð góc, mặc dù 60° và các khuỷu tay góc khác cũng có sẵn. Theo bán kính cong của nó, khuỷu tay thép được phân loại thành khuỷu ống bán kính dài và khuỷu tay bán kính ngắn. Bán kính cong của khuỷu bán kính dài là 1.5 lần đường kính ngoài của ống, và khuỷu ống bán kính ngắn là 1.0 thời gian của đường kính ngoài của ống.
Khuỷu tay thép thường bao phủ 80% phụ kiện đường ống trong toàn hệ thống. Công nghệ tạo hình khác nhau được sử dụng khi sản xuất khuỷu tay bằng vật liệu hoặc độ dày thành khác nhau. Công nghệ tạo hình khuỷu tay liền mạch thông thường bao gồm đẩy nóng, dập và đùn. Theo công nghệ sản xuất khác nhau, khuỷu tay thép của chúng tôi có thể được phân loại là khuỷu tay hàn, dập khuỷu tay, khuỷu tay đẩy và khuỷu tay đúc. Hàn là cách thông thường nhất để kết nối khuỷu tay với đường ống nhưng có những phương pháp khác như kết nối mặt bích, kết nối nhiệt, khớp nối điện, mối nối ren và kết nối plug-in.
Khuỷu tay thép được sử dụng rộng rãi trong các hệ thống xử lý và điều khiển, hóa chất, xăng dầu, phân bón, năng lượng chất lỏng, máy bơm điện tử và nhà máy giấy. Nó cũng được sử dụng để kết nối ống với van, máy bơm áp lực nước và cống thoát nước trên boong. Một số khuỷu ống thép làm bằng vật liệu nặng được sử dụng trong các ứng dụng phù hợp với nhiệt độ cực cao hoặc cực thấp. Nó có thể được bảo quản trong hộp không khử trùng hoặc hộp đựng bằng gỗ.
Độ dày của tường
Công ty Abter cung cấp khuỷu tay thép các số lịch khác nhau. Số lịch trình là một chỉ số về độ dày của tường và chúng tôi có sẵn sch10, sch20, sch30, tiêu chuẩn, sch40, sch60, xs, sch80, sch100, sch120, sch140, sch160, xxs, sch5s, sch20s, sch40 và sch80.
Nguyên liệu của khuỷu tay thép
Vật liệu để sản xuất khuỷu tay ống thép của chúng tôi có thể là:
Thép cacbon: ASTM/ASME A234 WPB, WPC
thép hợp kim: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
thép không gỉ: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Thép nhiệt độ thấp: ASTM/ASME A402 WPL 3-WPL 6
Thép hiệu suất cao: ASTM/ASME A860 WPHY 42-46-52-60-65-70
Thông số kỹ thuật của khuỷu ống thép
| Kiểu | |||
| Khuỷu tay thép liền mạch | Khuỷu tay đường may thẳng | Khuỷu tay hàn mông | |
| Đường kính ngoài | 1/2″ ~ 24″ | 4″ ~ 24″ | 12″ ~ 78″ |
| Độ dày của tường | 3 ừm ~ 200 mm | ||
| Bán kính | R=1D ~ 2.0D | ||
| Góc | 0º nó 180 độ | ||
Các tiêu chuẩn có sẵn cho khuỷu tay thép
Công ty chúng tôi cung cấp khuỷu ống thép các tiêu chuẩn khác nhau. Thông tin chi tiết được liệt kê dưới đây.
GB/T12459-2005 GB/T13401-2005 GB/T10752-2005
SH/T3408-1996 SH/T3409-1996
SY/T0518-2002 SY/T0510-1998
DL/T695-1999 GD2000 GD87-1101
HG/T21635-1987 HG/T21631-1990
ASME B16.9-2007 ASME B16.25-2007
MSS SP 75-2008
CSA Z245.11-05-2005
EN10253-1-1999 EN10253-2-2007 EN10253-3-2008 EN10253-4-2008
DIN2605-1-1992 DIN2605-2-1995
BS1640-1-1962 BS1640-2-1962 BS1640-3-1968 BS1640-4-1968 BS1965-1-1963
AFNOR NF A 49-289-1990 AFNOR NF A 49-170-1-1999 AFNOR NF A 49-170-2-2009 AFNOR NF A 49-170-3-2009 AFNOR NF A 49-170-4-2009
ISO3419-1981 ISO5251-1981
JIS B2311-2009 JIS B2312-2009 JIS B2313-2009
Sơ đồ quy trình – Sơ đồ quy trình khuỷu tay thép liền mạch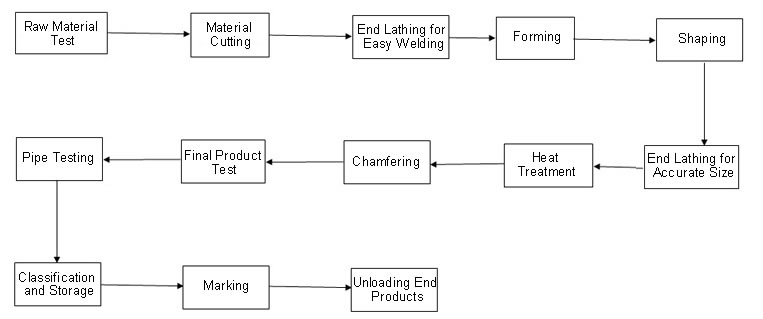
Sản xuất mông hàn KHUỶU TAY – Giới thiệu về Tạo hình nóng
Các phương pháp gia công nóng chủ yếu là ép đùn, vẽ, rèn và cán. Cán là quá trình hình thành được sử dụng rộng rãi nhất, mặc dù một số hạn chế có thể áp dụng cho quá trình. Cán chủ yếu bao gồm ba loại phụ chính: cán phẳng, lăn hình dạng (với các rãnh cuộn được thiết kế đặc biệt) và cán ống (bao gồm cả xỏ khuyên). Việc rèn có thể được phân loại thành rèn, ép, vân vân.
Việc rèn có thể được thực hiện dưới búa, trong máy ép và máy đảo lộn cơ học hoặc bằng phương pháp được gọi là rèn cuộn. Việc ép thường bao gồm việc sản xuất các sản phẩm rèn trong máy ép thủy lực. Quá trình ép đùn thường được thực hiện trong máy ép thủy lực để ép thép nóng qua khuôn.. Cán được thực hiện trong các loại máy cán khác nhau.
Hai lý do chính để thực hiện tạo hình kim loại ở nhiệt độ cao (làm việc nóng bức) là để giảm tải trọng tạo hình thông qua việc giảm khả năng chống biến dạng của thép, và phát triển các cấu trúc luyện kim ưa thích để tăng độ bền và độ dẻo của sản phẩm hoàn thiện.
Phương pháp sản xuất phù hợp nhất của sản phẩm sẽ được quyết định dựa trên việc xem xét chất liệu của nó, kích thước, hình dạng, sử dụng, tiêu chuẩn và các đặc tính khác.
Có rất nhiều quy trình sản xuất phụ kiện hàn đối đầu, một số ví dụ được liệt kê như sau.

KHUỶU TAY: Phương pháp trục gá (Hình thành nóng)
Một trong những phương pháp sản xuất khuỷu tay từ ống phổ biến nhất. Sau khi nung nguyên liệu, nó được đẩy qua một cái xúc sắc gọi là “trục gá” cho phép đường ống mở rộng và uốn cong đồng thời. Áp dụng cho phạm vi kích thước rộng.
Khuỷu nối ống thép được sử dụng trong các nhà máy công nghiệp và chủ yếu được sản xuất bằng trục uốn nóng từ nguyên liệu ống thép thẳng. Khuỷu tay thường được sản xuất ở nhiệt độ cao bằng cách đẩy, mở rộng và uốn ống đồng thời, sử dụng công cụ bên trong của trục gá. Đặc điểm uốn của trục gá phụ thuộc nhiều vào hình dạng và kích thước tích hợp của trục gá.
Khuỷu được sản xuất bằng phương pháp uốn trục gá nóng có ưu điểm là độ lệch độ dày nhỏ và bán kính uốn ngắn hơn so với bất kỳ loại phương pháp uốn nào khác.

Thân ống nối thường được làm bằng vật liệu cơ bản giống như ống hoặc ống mà chúng được nối vào.: đồng, thép, PVC, CPVC hoặc ABS. Bất kỳ vật liệu nào được phép bởi hệ thống ống nước, mã sức khỏe hoặc xây dựng (nếu có thể áp dụng) có thể được sử dụng, nhưng nó phải tương thích với các vật liệu khác trong hệ thống, chất lỏng được truyền tải, và nhiệt độ và áp suất bên trong (và bên ngoài) hệ thống. Phụ kiện bằng đồng thau hoặc đồng thau trên đồng Phổ biến trong hệ thống ống nước và đường ống dẫn nước. Chống cháy, khả năng chống sốc, sức mạnh cơ học, chống trộm và các yếu tố khác cũng ảnh hưởng đến việc lựa chọn vật liệu cho phụ kiện đường ống.

Chất liệu thép không gỉ ASME / ASTM SA / A403 SA / MỘT 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L, 316/316L, TỪ 1.4301, DIN1.4306, TỪ 1.4401, TỪ 1.4404 Kích thước ANSI B16.9, ANSI B16.28, MSS-SP-43 Loại A, MSS-SP-43 Loại B, Ngài B2312, JIS B2313 Độ dày lịch 5S, 10S, 20S, S10, S20, S30, bệnh lây truyền qua đường tình dục, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS và v.v..

Phụ kiện chéo cho phép phân nhánh đường ống, cho phép phân phối nước hoặc chất lỏng khác đến các thiết bị hoặc khu vực khác nhau. Chúng thường được sử dụng trong các hệ thống cấp nước, hệ thống thủy lợi, và hệ thống sưởi ấm.

Bộ giảm tốc đồng tâm được sử dụng khi hệ thống đường ống được lắp đặt theo chiều dọc và ở phía xả của máy bơm. Bộ giảm tốc lệch tâm thường được sử dụng nhiều hơn khi hệ thống đường ống nằm trên giá đỡ ống. Vì mặt phẳng, việc căn chỉnh và gắn chắc chắn các ống vào giá đỡ dễ dàng hơn.

Mũ hàn đối đầu Chúng tôi là nhà sản xuất mũ hàn đối đầu và cung cấp tất cả các lịch trình bằng các loại vật liệu như thép carbon, thép không gỉ, thép hợp kim. Zizi sản xuất nắp ống ở ASME, TỪ, JIS và các tiêu chuẩn bắt buộc khác. Nắp ống là một trong những phụ kiện đường ống được sử dụng phổ biến để ngăn chặn chất lỏng bằng cách che ở đầu ống. Nó có sẵn trong loại hàn đối đầu, loại mối hàn ổ cắm và loại ren, và mũ mông phổ biến hơn vì hiệu suất tốt, kết nối ổn định và phạm vi lựa chọn kích thước lớn.

Loại A- Được sử dụng ở nơi có không gian rộng rãi. Độ cao cụ thể là mong muốn. Loại B- Được sử dụng khi khoảng không bị hạn chế. Phần gắn đầu là một vấu đơn. Loại C- Được sử dụng khi khoảng không bị hạn chế. Phần gắn đầu là các vấu cạnh nhau
